Mi az a vákuumgumi vulkanizáló gép és hogyan működik?
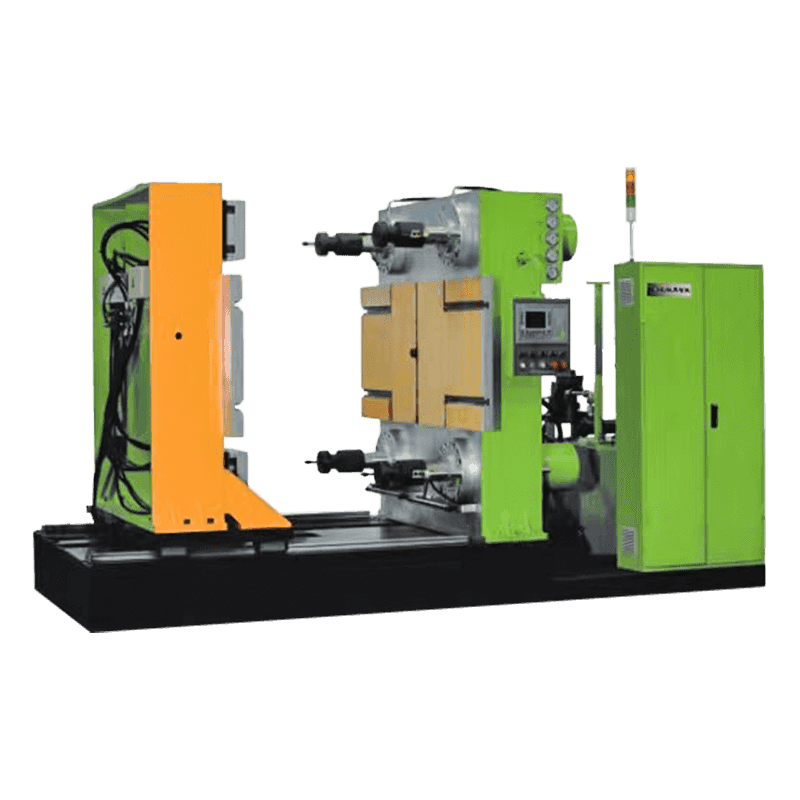
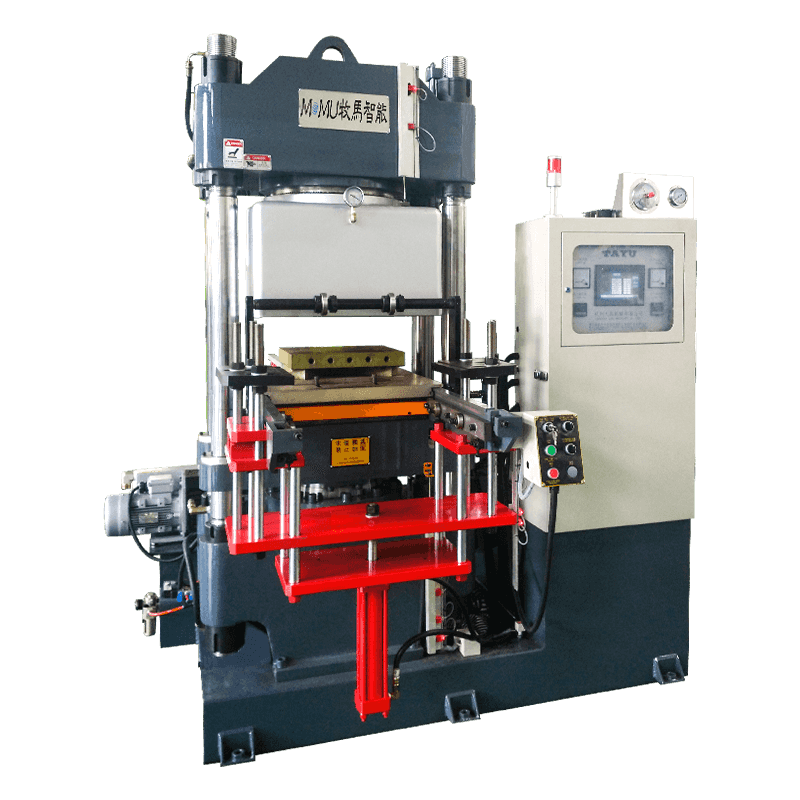
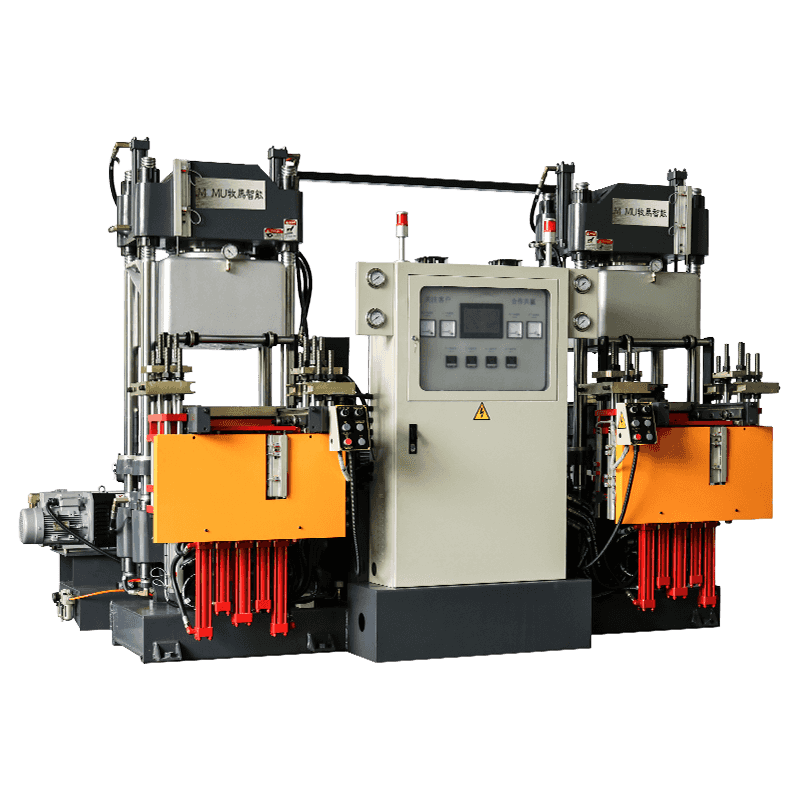
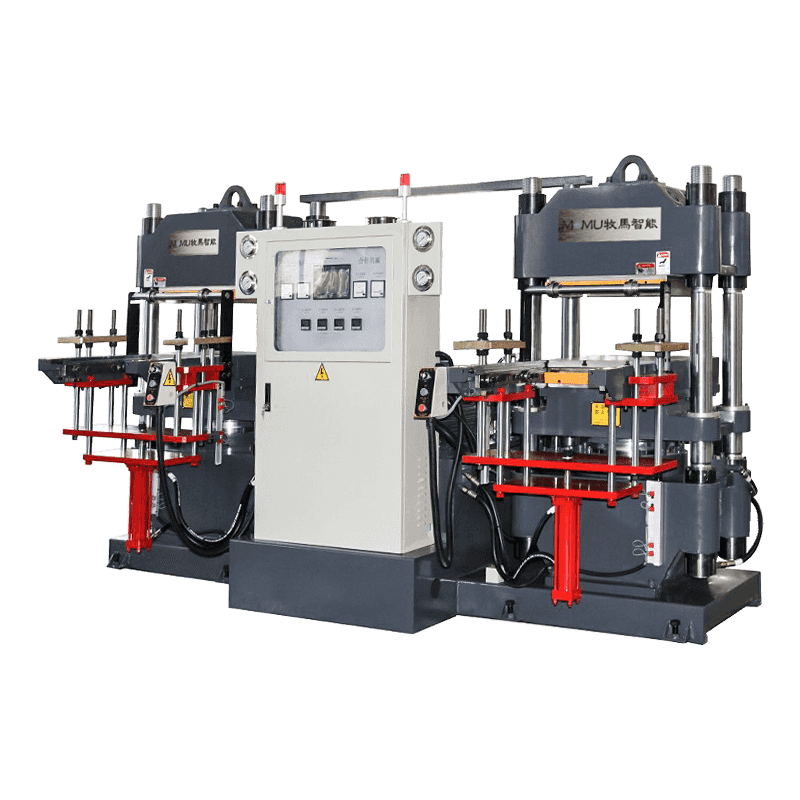
A vákuumgumi vulkanizáló gép egy speciális ipari berendezés, amelyet gumikeverékek keményítésére használnak szabályozott hő és nyomás mellett, vákuum környezetben. A vulkanizálás az a kémiai folyamat, amely a nyers vagy összetett gumit lágy, hajlékony állapotból tartós, rugalmas és hőálló anyaggá alakítja át polimerláncok közötti keresztkötések kialakításával – jellemzően kén- vagy peroxid alapú térhálósító szerek révén. A vákuumkomponens az, ami megkülönbözteti ezt a gépet a hagyományos présvulkanizátoroktól. Azáltal, hogy a szerszámüregből a kikeményedési ciklus előtt és alatt kiszívja a levegőt, a gép megszünteti a beszorult légzsákokat és gázokat, amelyek egyébként porozitást, üregeket vagy felületi foltokat okoznának a kész gumitermékben.
A gép automatizált lépések sorozatán keresztül működik: öntőforma betöltés, vákuumos evakuálás, nyomás alkalmazása, hőkezelés és formaleválasztás. A melegítést általában elektromos nyomólapokon vagy gőzzel melegített lemezeken keresztül érik el, amelyek egyenletesen adják át a hőt a gumikeverékbe. A tömített formakamrához csatlakoztatott vákuumszivattyú levezeti a belső nyomást - általában -0,08 MPa és -0,1 MPa közé, mielőtt a prés bezárul, és szorítóerőt fejt ki. A vákuum, a hő és a mechanikai nyomás ezen kombinációja biztosítja, hogy a bonyolult formageometriák teljesen kitöltésre kerüljenek, és hogy a kikeményedett rész megfeleljen a méret- és felületminőségi előírásoknak.

Vákuumos vulkanizálásra támaszkodó iparágak és alkalmazások
A vákuumgumi vulkanizáló gépeket számos iparágban alkalmazzák, ahol a gumialkatrészek minősége és konzisztenciája nem alku tárgya. Az autóipar az egyik legnagyobb felhasználó, ezekre a gépekre támaszkodva tömítéseket, tömítéseket, O-gyűrűket, rezgéscsillapítókat és folyadékkezelő alkatrészeket gyártanak, amelyeknek megbízhatóan kell teljesíteniük a nehéz hő- és mechanikai körülmények között is. A repülőgépiparban a vákuumvulkanizálást precíziós gumialkatrészeknél alkalmazzák, ahol még a mikroszkopikus üregek is veszélyeztethetik a kritikus tömítőrendszerek integritását.
Az orvostechnikai eszközipar vákuumvulkanizáló gépeket használ szilikon és speciális gumi alkatrészek gyártásához, amelyeknek meg kell felelniük a szigorú biokompatibilitási és mérettűrési szabványoknak. Az elektronikai gyártók szigetelő alkatrészek és rezgésszigetelő tartók gyártására használják őket. A cipőipar alkalmazza a technológiát a talp ragasztására és az öntött gumi alkatrészekre. A vákuumkörnyezet minden esetben elengedhetetlen a felületi minőség, a belső sűrűség és a mechanikai teljesítmény eléréséhez, amelyet a szabványos présvulkanizálás nem tud megbízhatóan biztosítani.
Kulcsfontosságú folyamatparaméterek és szabályozásuk
A konzisztens, hibamentes vulkanizált gumialkatrészek előállítása számos, egymástól függő folyamatparaméter pontos kezelését igényli. A vákuumvulkanizáló gép hatékony működéséhez elengedhetetlen annak megértése, hogy az egyes paraméterek mit csinálnak – és hogyan befolyásolják az eltérések a kimenetet.
Vulkanizálási hőmérséklet
A hőmérséklet a vulkanizálási reakció elsődleges mozgatórugója. A legtöbb gumikeverék 150°C és 200°C közötti tartományban térhálósodik, a fajlagos optimális hőmérséklet a vegyület összetételétől és az alkalmazott térhálósító rendszertől függ. A túl alacsony hőmérséklet alulszilárdulást eredményez – a gumi puha, gyenge lesz, és tapadós vagy hiányos térhálósodást mutathat. A túl magas hőmérséklet túlszáradást vagy reverziót okoz, ami során a polimer hálózat lebomlik, és a gumi elveszti erejét és rugalmasságát. Ugyanilyen fontos a lemez hőmérsékletének egyenletessége a forma felületén; az öt-tíz Celsius-foknál nagyobb hőmérséklet-gradiens a penészen egyenetlen kikeményedést és eltérő zsugorodást okozhat.
Kötési idő
A kikeményedési időt a vegyület reológiai adatai határozzák meg – konkrétan a mozgó szerszám-reométer (MDR) tesztből származó T90 érték, amely azt az időt jelzi, amely a maximális nyomaték (keresztkötési sűrűség) kilencven százalékának eléréséhez szükséges a célhőmérsékleten. A kikeményedési idő általában 2-30 perc, a vegyület típusától, az alkatrész vastagságától és a hőmérséklettől függően. Vastag szakaszok esetén további időt kell számolni, hogy a hő a magig behatoljon. A túl rövid kikeményedési idő alkalmazása a gumitermékeknél a terepi hibák egyik leggyakoribb forrása.
Vákuumszint és időzítés
A vákuumnak el kell érnie a célszintet a prés bezárása és a kikeményedés megkezdése előtt. A legtöbb művelet -0,095 MPa és -0,1 MPa közötti vákuumszintet céloz meg. A kiürítési időnek – jellemzően tizenöt-hatvan másodpercnek – elegendőnek kell lennie ahhoz, hogy a levegőt a formaüregből és a szellőzőcsatornákból is teljesen kitisztítsa. Ha a vákuumszivattyú ciklusa túl rövid, a visszamaradó levegő összenyomódik, nem pedig eltávolításra kerül a prés zárásakor, ami a felszín alatti üregeket okozza. A szivattyú teljesítményének rendszeres tesztelése, valamint a vákuumvezetékek és a formatömítések szivárgásának ellenőrzése elengedhetetlen az egyenletes kiürítési minőség fenntartásához.
Szorítónyomás
A szorítónyomás tömítetten tartja a formafeleket a vulkanizálás során, és összenyomja a gumikeveréket, hogy teljesen kitöltse az üreg geometriáját. Az elégtelen szorítónyomás lehetővé teszi, hogy az elválasztó vonalnál csapadék képződjön, ami alultömött szakaszokat eredményezhet. A túlzott nyomás károsíthatja a penészgombákat, vagy a vegyület kipréselését okozhatja az üregből, mielőtt a gélesedés megtörténne. A gumi vulkanizálásának jellemző szorítónyomása 10 és 25 MPa között van, a vegyület viszkozitásától és az alkatrész geometriájától függően.
Gyakori hibák és diagnosztizálásuk
Jól kalibrált gépeknél is előfordulhatnak hibák a vulkanizált gumialkatrészeken. A kiváltó ok gyors azonosítása minimalizálja a selejtezést és a gyártási leállást. Az alábbi táblázat összefoglalja a leggyakrabban előforduló hibákat és azok valószínű okait:
| Hiba | Valószínű Oka | Javító intézkedés |
| Porozitás / belső üregek | Elégtelen vákuum vagy evakuálási idő | Ellenőrizze a szivattyú teljesítményét; meghosszabbítja az evakuálási időt |
| Felszíni hólyagosodás | Nedvesség a keverékben vagy a penészben | Előszárított vegyület; tisztítsa meg és melegítse elő a formát |
| Alulkezelés (lágy alkatrészek) | Alacsony hőmérséklet vagy elégtelen kötési idő | Ellenőrizze a laphőmérséklet kalibrálását; meghosszabbítja a gyógyulási időt |
| Túlzott vaku | Alacsony szorítónyomás vagy kopott formaleválasztó vezeték | Növelje a prés űrtartalmát; vizsgálja meg és újítsa fel a penészt |
| Rövid lövés / kitöltetlen területek | Nem elegendő az összetett töltet tömege | A töltés súlyának újraszámítása; állítsa be az összetett előformát |
| Dimenziós variáció | Inkonzisztens hőmérséklet vagy szorítóerő | Érzékelők kalibrálása; rendszeres nyomdakarbantartást végezzen |
Hogyan válasszuk ki a megfelelő vákuumgumi vulkanizáló gépet
A megfelelő gép kiválasztásához a berendezés specifikációit az adott gyártási alkalmazás igényeihez kell igazítani. A legfontosabb értékelési kritériumok közé tartozik a nyomólap mérete, a prés tonnatartalma, a vákuumrendszer kapacitása, a hőmérséklet-tartomány és a vezérlőrendszer kifinomultsága.
- A tányér méretének illeszkednie kell a futtatni kívánt legnagyobb formához, elegendő tartalékkal az egyenletes hőmérsékleteloszlás fenntartásához. A szabványos tányérméretek 200 mm × 200 mm-től kis alkatrészek gyártásánál egészen 1000 mm × 1000 mm-ig terjednek, ipari alkalmazásokhoz.
- A prés tonnatartalmának meg kell felelnie a forma kivetített felületének és a gumikeverék viszkozitásának. Általános iránymutatásként számítsa ki a szükséges erőt úgy, hogy megszorozza a formaüreg vetített területét a megcélzott szorítónyomással, majd adjon hozzá legalább húsz százalékos biztonsági ráhagyást.
- A vákuumszivattyú kapacitásának – liter/percben mérve – elegendőnek kell lennie ahhoz, hogy a formakamrát tizenöt-harminc másodpercen belül a kívánt vákuumszintre ürítse. Nagyobb szerszámtérfogatokhoz nagyobb teljesítményű szivattyúkra van szükség a meghosszabbított ciklusidők elkerülése érdekében.
- A hőmérséklet-tartományt és az egyenletességi specifikációkat ellenőrizni kell a vegyület kikeményedési követelményei alapján. A legtöbb általános célú gép 200 °C-ig működik, míg a magas hőmérsékletű szilikon- vagy fluor-elasztomer vegyületekhez speciális gépekhez 250 °C vagy magasabb hőmérséklet szükséges.
- A vezérlőrendszer képessége határozza meg, hogy mekkora folyamatrugalmasságot és adatnaplózást érhet el. Az érintőképernyős interfésszel rendelkező programozható logikai vezérlők (PLC) többlépcsős kikeményítési profilokat, automatizált vákuumszekvenálást és gyártási rekordok tárolását teszik lehetővé – mindez értékes a minőségirányítás és a folyamatok megismételhetősége szempontjából.
Rendszeres karbantartási gyakorlatok, amelyek védik a gép teljesítményét
A vákuumgumi vulkanizáló gép jelentős tőkebefektetést jelent, és a következetes karbantartás elengedhetetlen a befektetés védelméhez, miközben a termelés megbízhatóságát is biztosítani tudja. A vákuumrendszer igényli a legnagyobb figyelmet – a vákuumszivattyú olaját a gyártó ütemezése szerint kell ellenőrizni és cserélni, jellemzően három-hat havonta folyamatos gyártási körülmények között. A vákuumvezeték csatlakozásait, a tömítéseket és a formatömítéseket hetente meg kell vizsgálni kopás vagy szivárgás szempontjából, mivel még a kis szivárgások is jelentősen rontják a kiürítési teljesítményt.
A laphőmérséklet-érzékelőket és a nyomásátalakítókat negyedévente kalibrálni kell tanúsított referenciaműszerekkel annak biztosítására, hogy a gép kijelzett értékei tükrözzék a tényleges folyamatkörülményeket. A hidraulikafolyadék szintjét és a szűrő állapotát havonta ellenőrizni kell. A penészfelületeket minden gyártási ciklus után meg kell tisztítani, hogy megakadályozzuk a gumimaradványok felhalmozódását, ami ragadást, felületi hibákat okozhat a következő alkatrészeken, és felgyorsíthatja a penészkopást. A részletes karbantartási napló vezetése – minden ellenőrzés, folyadékcsere, kalibrálás és hibaesemény rögzítése – biztosítja a felmerülő problémák azonosításához szükséges előzményadatokat, mielőtt azok nem tervezett leállást okoznának.
A kimeneti minőség és a termelési hatékonyság maximalizálása
A gépek kiválasztásán és karbantartásán túl, állandóan magas kimeneti minőség elérése a vákuumgumi vulkanizáló gép folyamatfegyelemtől függ. A keverék-előkészítés szabványosítása – beleértve az előgyártmányok egységes súlyát, alakját és a formán belüli elhelyezését – kiküszöböli a részenkénti eltérések egyik leggyakoribb forrását. A leválasztó szerek helyes és következetes használata megakadályozza a ragadást anélkül, hogy szennyezné a gumi felületet vagy befolyásolná a kompozit alkatrészek tapadását. Az egyes termékekhez dokumentált kikeményedési receptúrák létrehozása és ezeknek a receptúráknak a gép vezérlőrendszerében történő rögzítése megakadályozza a véletlenszerű paraméter-módosításokat, amelyek nem megfelelő gyártáshoz vezetnek.
Statisztikai folyamatszabályozási (SPC) módszerek, amelyeket a fő kimeneti mérésekre alkalmaznak – alkatrésztömeg, kritikus méretek és keménység – korai figyelmeztetést adnak, ha a folyamat eltolódása történik, lehetővé téve a korrekciós intézkedéseket, mielőtt nagy mennyiségű selejt keletkezne. A nagy volumenű műveleteknél a gép adatkimenetének gyártás-végrehajtási rendszerrel (MES) való integrálása lehetővé teszi a valós idejű gyártásfigyelést és nyomon követhetőséget, amelyre a beszállítói minőségi követelményeik részeként egyre inkább szükség van az autóipari és egészségügyi ügyfelek számára. A vulkanizálógépet precíziós műszerként kezelik, nem pedig árusajtóként, az a gondolkodásmód, amely elválasztja a folyamatosan nagy teljesítményű gumiműveleteket azoktól, amelyek krónikus minőségi és hozamproblémákkal küzdenek.