Mi az LSR fröccsöntő gép?
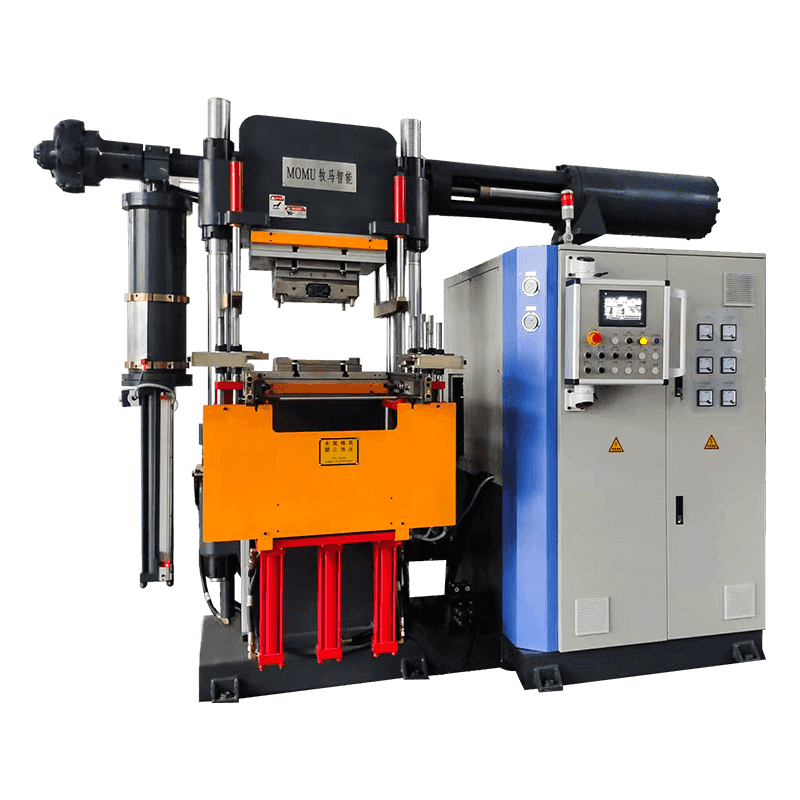
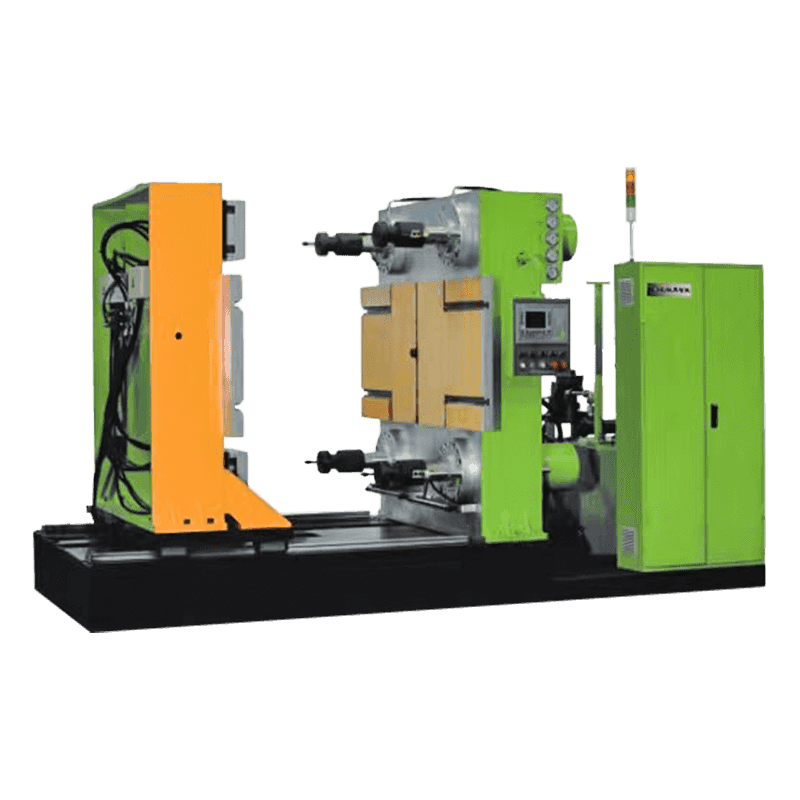
An LSR fröccsöntő gép egy speciális gyártási rendszer, amely a folyékony szilikongumi (LSR) precíziósan öntött alkatrészekké történő feldolgozására szolgál egy zárt, automatizált befecskendezési cikluson keresztül. Ellentétben a hőre lágyuló fröccsöntéssel, amely a szilárd pelleteket megolvasztja és hűtött formába injektálja, az LSR fröccsöntés fordítva működik: a kétkomponensű folyékony szilikont a fröccsöntés során hidegen tartják, majd egy platina katalizált vulkanizálási reakcióval egy fűtött formában kikeményítik. Ez az alapvető különbség az anyag viselkedésében szinte minden tervezési döntést vezérel az LSR-specifikus gépeknél – a hőmérséklet-szabályozott hordótól és adagolórendszertől a szorítóegységig és a forma konstrukcióig.
Az LSR gépeket számos iparágban használják, ahol a szilikon rugalmasság, hőstabilitás, biokompatibilitás és vegyszerállóság kombinációjára van szükség. Az orvosi eszközök, a csecsemőknek szánt termékek, az autóipari tömítések, a fogyasztói elektronikai alkatrészek és az ipari membránok a leggyakoribb alkalmazások közé tartoznak. A gép működési elveinek, kulcsfontosságú alrendszereinek és kiválasztási kritériumainak megértése elengedhetetlen az LSR gyártási képességét értékelő mérnökök és beszerzési szakemberek számára.
Hogyan működik az LSR fröccsöntés: az alapfolyamat
Az LSR-t két részből álló rendszerként szállítjuk: az A komponens az alappolimert és a platina katalizátort, míg a B komponens a térhálósítót és az inhibitort tartalmazza. A két komponenst különálló hordókban tárolják, és egy adagoló- és keverőegységen – jellemzően statikus keverőn – keresztül táplálják, amely pontosan 1:1 térfogatarányban egyesíti őket. A pontos arány pontosságának megőrzése kritikus fontosságú, mert minden eltérés megváltoztatja a kikeményedési kémiát, és egyenetlen keménységű, nem teljes kikeményedésű vagy felületi tapadósságú alkatrészeket eredményez.
Összekeverés után az egyesített LSR-t egy fűtött formába fecskendezik be – jellemzően 160 °C és 220 °C között tartjuk –, ahol a platina katalizátor gyors térhálósítást hajt végre. A kikeményedési idő az alkatrész geometriájától, a falvastagságtól és a forma hőmérsékletétől függ, de a legtöbb gyártási ciklus a vékony falú alkatrészek néhány másodpercétől a vastagabb alkatrészek néhány percig tart. Mivel a kikeményedett szilikon enyhén zsugorodik, amikor térhálósodik, a formatervezésnek figyelembe kell vennie ezt a méretváltozást, hogy a kész alkatrészben szűk tűréseket tartson fenn.
Magát a befecskendező egységet le kell hűteni – jellemzően vízhűtéssel 10–15°C körüli hőmérsékletre –, hogy megakadályozzuk a hordóban történő idő előtti kikeményedést, mielőtt a sörét elérné a formát. Ez a hidegcsatornás rendszer, amelyet gyakran az öntőforma belsejében lévő csonk és csatorna geometriájába terjesztenek ki, minimalizálja az anyagpazarlást azáltal, hogy az LSR-t kikeményítetlen folyékony állapotban tartja egészen a kapuig, majd lehetővé teszi, hogy a hidegcsatorna és a forró formaüreg közötti hőkülönbség pontosan ott indítsa el a kikeményedést, ahol szükséges.
Az LSR fröccsöntő gép legfontosabb alrendszerei
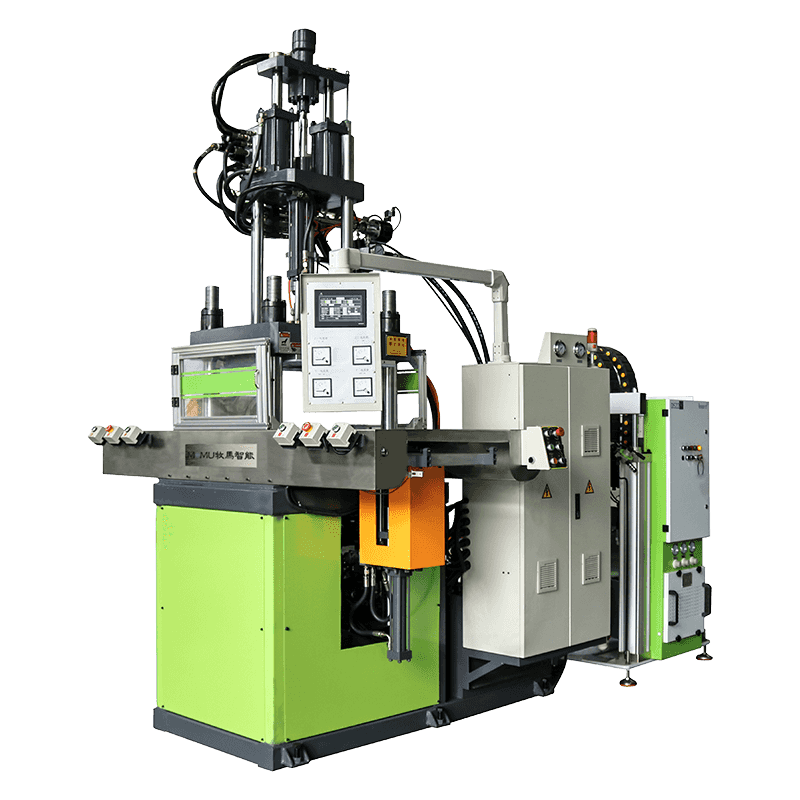
Adagoló és adagoló egység
A mérőegység az LSR feldolgozás legkritikusabb alrendszere. Pneumatikus vagy szervo-hajtású dugattyús szivattyúk segítségével húzza ki a két LSR alkatrészt a nyomás alatti dobokból, pontos térfogatarányt tart fenn a lövés során, és levegő bevezetése nélkül juttatja el a kevert anyagot a befecskendező egységhez. A csúcskategóriás mérőrendszerek ±0,5%-os aránypontosságot érnek el a gyártás során, és folyamatos felügyeleti érzékelőket tartalmaznak, amelyek riasztást indítanak el, ha az arány eltér a beállított tűréshatáron. A statikus keverő – egy passzív spirális elem, amelyen keresztül mindkét komponenst tápláljuk – mozgó alkatrészek nélkül valósítja meg a homogén keverést, csökkentve a karbantartási igényeket a dinamikus keverési alternatívákhoz képest.

Injekciós egység
Az LSR befecskendező egysége több fontos dologban különbözik a hőre lágyuló egységektől. A csavargeometria sekély repülési mélységet és alacsony kompressziós arányt használ, hogy elkerülje a súrlódási hő keletkezését, amely idő előtt kikeményítené a hordóban lévő anyagot. Az egész hordó vízhűtő körrel van bevonva. A befecskendezési sebesség és nyomás szervovezérlésű, hogy egyenletes töltési karakterisztikát biztosítsanak minden lövésnél, és a befecskendező egység jellemzően lényegesen alacsonyabb nyomáson működik, mint a hőre lágyuló rendszerek – általában 500 és 1500 bar között –, mivel az LSR alacsony viszkozitása miatt kevesebb erőre van szükség a formaüreg kitöltéséhez.
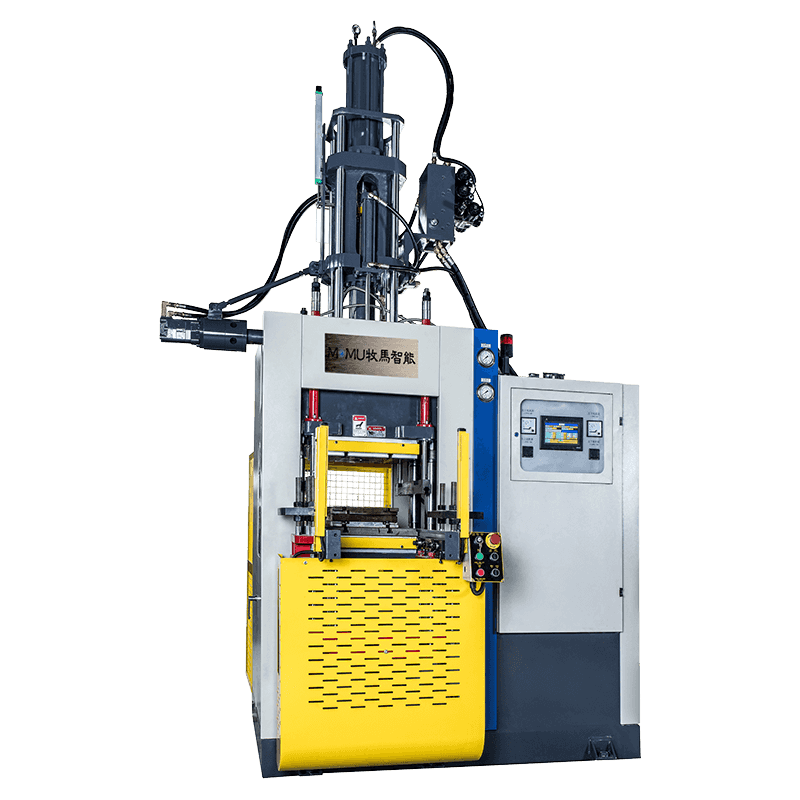
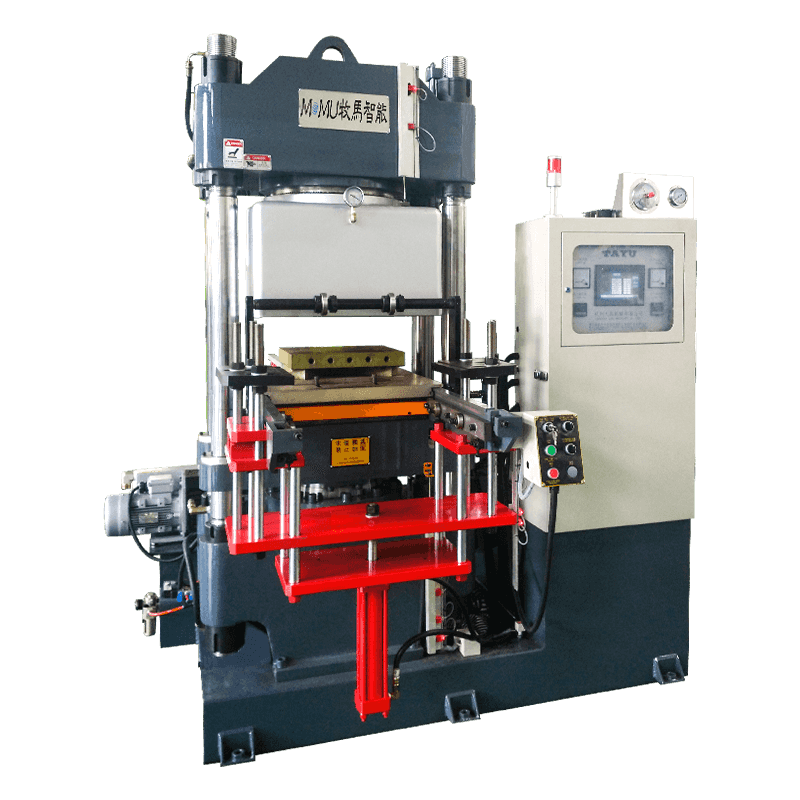
Befogó egység
Az LSR öntőformák a hőre lágyuló műanyagokhoz képest nagyon nagy szorítóerőt igényelnek egységnyi vetített részterületre, mivel az LSR alacsony viszkozitása azt jelenti, hogy még a minimális elválasztóvonal-réseken is áthatol, ha a szorítóerő nem elegendő. Mindkettőt használnak billenő- és hidraulikus rögzítőrendszerek, a teljesen elektromos gépeket pedig egyre inkább előnyben részesítik a tiszta helyiségekben tisztaságuk, megismételhetőségük és energiahatékonyságuk miatt. A szorítóerő-igény kiszámítása az üregnyomás és az alkatrész plusz futórendszer vetített felületének szorzata alapján történik.
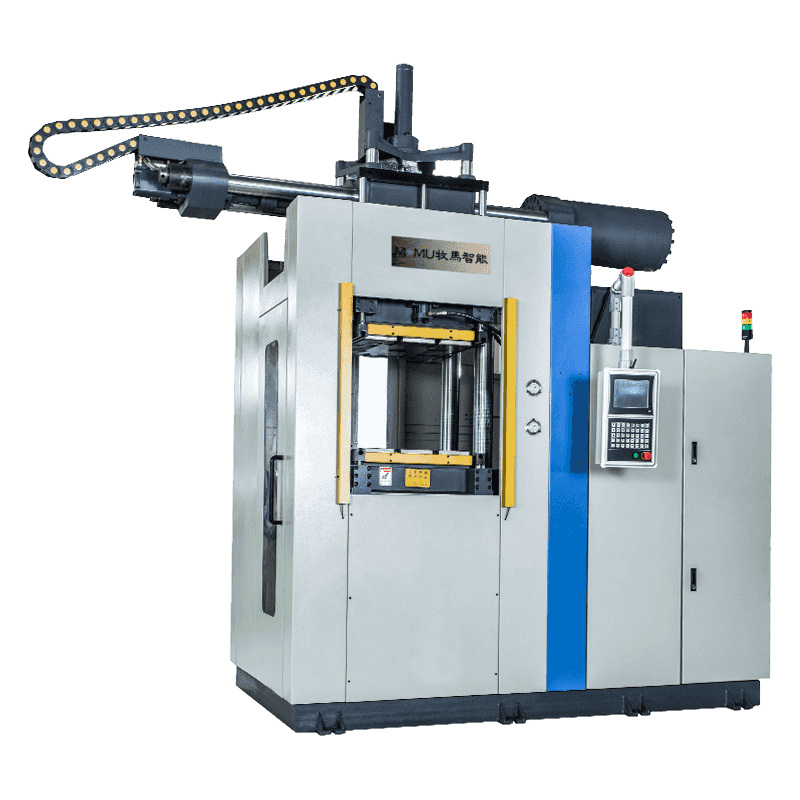
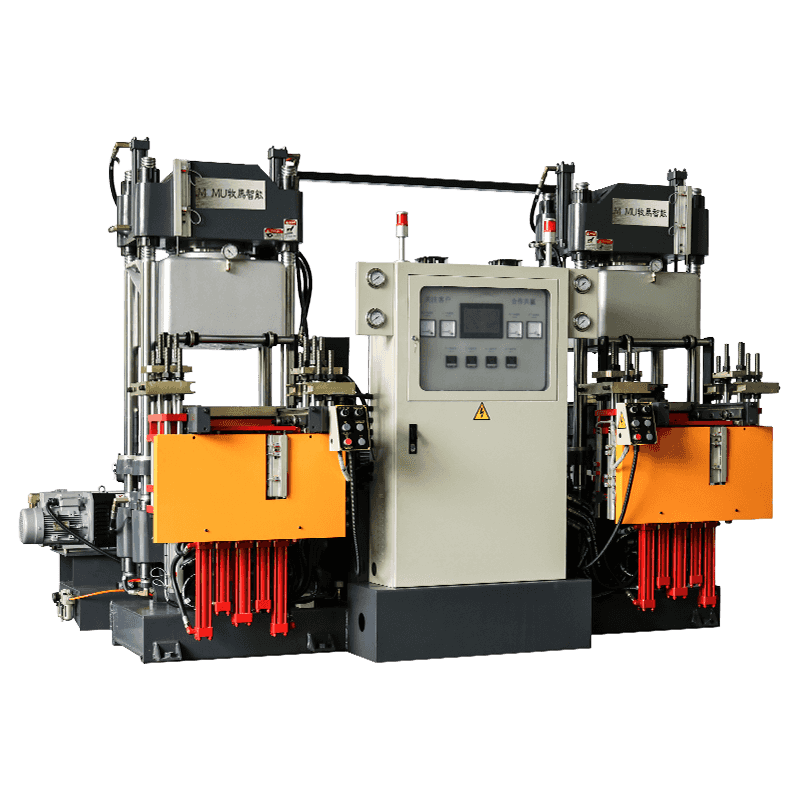
LSR gépek összehasonlítása: hidraulikus vs. teljesen elektromos
| Funkció | Hidraulikus LSR gép | Teljesen elektromos LSR gép |
| Ismételhetőség | Jó | Kiváló |
| Tisztatéri alkalmasság | Korlátozott (olajszennyeződés kockázata) | Magas (nincs hidraulikafolyadék) |
| Energiafogyasztás | Magasabb | 30-60%-kal alacsonyabb |
| Tőkeköltség | Lejjebb | Magasabb |
| Zajszint | Magasabb | Lejjebb |
| Karbantartás | Gyakoribb (hidraulikus tömítések) | Ritkábban |
| Legjobb alkalmazási illeszkedés | Nagy teljesítményű ipari alkatrészek | Orvosi, élelmiszeripari, precíziós alkatrészek |
Az LSR-gépek iránti keresletet ösztönző iparágak és alkalmazások
Az LSR fröccsöntés, mint gyártási módszer növekedése közvetlenül kötődik azon iparágak bővüléséhez, amelyek a szilikon anyagtulajdonságaitól függenek az igényes végfelhasználási környezetekben. Minden iparágnak sajátos követelményei vannak, amelyek meghatározzák az LSR-gépek konfigurálását és érvényesítését.
- Orvosi eszközök: Az LSR ISO 10993 szabvány szerinti biokompatibilitása, valamint az autoklávozással, EtO-val és gamma-sugárzással sterilizálhatósága miatt a katéterek, légzőmaszkok, beültethető eszközök tömítései és sebészeti műszerfogantyúk választott anyaga. Az orvosi LSR-gyártáshoz használt gépek jellemzően teljesen elektromosak, tisztatér-kompatibilisek, és teljes folyamatdokumentációval vannak felszerelve a szabályozási megfelelés érdekében.
- Csecsemő és baba termékek: A cumik, a cumisüveg mellbimbók és a fogzási termékek élelmiszerrel érintkezésbe kerülő szilikont igényelnek, amely lágyítóktól és BPA-tól mentes. Az FDA 21 CFR és az EU 10/2011 élelmiszerrel érintkezésbe kerülő előírások szerint tanúsított LSR-minőségek szabványosak, és a gyártási környezeteknek szigorú higiéniai előírásoknak kell megfelelniük.
- Autóipar: Az LSR-t tömítésekhez, gyújtógyertya-hüvelyekhez, érzékelőtömítésekhez és motorháztető alatti alkatrészekhez használják, amelyeknek ki kell bírniuk a -50°C és 200°C közötti tartós hőmérsékletet. A nagy volumenű autógyártásban a költséghatékonyság érdekében jellemzően hidraulikus gépeket használnak többüreges hidegcsatornás formákkal.
- Szórakoztató elektronika: A vízálló tömítések, gombmembránok, fülhallgató-végek és hordható eszköztömítések gyorsan növekvő szegmenst képviselnek. Gyakoriak a vékony falú, nagy pontosságú, szűk mérettűréssel rendelkező alkatrészek, amelyek előnyben részesítik a nagy befecskendezési sebesség-szabályozású, teljesen elektromos gépeket.
- Ipari tömítés: A szivattyúmembránok, szeleptömítések és vegyszerálló tömítések kihasználják a szilikon ózonnal, UV-sugárzással és vegyszerek széles spektrumával szembeni ellenálló képességét. Ezek általában vastagabb keresztmetszetű alkatrészek, amelyeket alacsonyabb kavitációjú hidraulikus gépeken gyártanak.
Kritikus tényezők az LSR fröccsöntő gép kiválasztásánál
Az LSR gép kiválasztásához ki kell értékelni a műszaki specifikációkat az adott alkatrészek, a gyártási mennyiségek és a szabályozási környezet összefüggésében. Számos tényező következetesen meghatározza, hogy egy gépberuházás meghozza-e a várt megtérülést.
A lövés méretét és a szorítóerőt a kivetített részhez és a futófelülethez kell igazítani, nem szabad becsülni. Az LSR alacsony viszkozitása azt jelenti, hogy még a csekély szorítóerő-hiány is felvillanást eredményez – vékony, kikeményedett szilikonréteget képez az elválási vonalon, amely kézi vágást igényel, és növeli a selejt mennyiségét. Számítsa ki a szükséges szorítóerőt legalább 0,3–0,5 tonna per négyzetcentiméternél a vetített üreg területén, és a gépet úgy méretezze meg, hogy a margó e fölött legyen, hogy alkalmazkodni tudjon a jövőbeni penészkiegészítésekhez vagy a tervezési változtatásokhoz.
A hőmérséklet-szabályozás pontossága a szerszámon ugyanolyan fontos, mint a gép befogási és befecskendezési teljesítménye. Az egyenetlen formahőmérséklet nem egyenletes térhálósodást, méretváltozást és felületi hibákat eredményez. Értékelje, hogy a gép szerszámhőmérséklet-szabályozója támogatja-e a zóna alapú hőmérséklet-leképezést, és hogy a forma kialakítása megfelelő fűtőcsatorna-lefedettséget biztosít-e. Precíziós orvosi alkalmazásokban a ±2°C-nál nagyobb penészhőmérséklet-ingadozás az üreg felületén jellemzően elfogadhatatlan.
A szabályozott iparágak számára a folyamatfigyelés és az adatnaplózási képességek megkérdőjelezhetetlenné váltak. A modern LSR gépek az üreges nyomásérzékelőket, a befecskendezési sebesség- és nyomásprofilokat, a szerszámhőmérséklet-naplózást és az adagolási arány ellenőrzését integrálják egy egységes folyamatfelügyeleti rendszerbe. Ezekre az adatokra van szükség az FDA 21 CFR Part 820 és az ISO 13485 orvostechnikai eszközökre vonatkozó folyamatellenőrzéséhez, és egyre inkább igénylik az autóipari Tier 1 ügyfeleket a PPAP dokumentációs csomagok részeként.
Gyakori folyamathibák és azok megelőzése
Még a jól meghatározott gépek is hibákat produkálnak, ha a folyamatparaméterek elsodródása vagy a penész állapota nem megfelelő. A gyakori LSR-hibák kiváltó okainak felismerése elengedhetetlen a gyártási minőségért felelős folyamatmérnökök számára.
- Flash: Oka az elégtelen szorítóerő, a kopott választóvonal felületek vagy a túlzott befecskendezési nyomás. A megoldás a szorítóerő-számítások ellenőrzésével, a forma állapotának ellenőrzésével és a befecskendezési sebesség csökkentésével a töltési fázisban.
- Hiányos kitöltés / rövid felvétel: Az elégtelen befecskendezési nyomás, az eltömődött kapuk vagy az LSR okozta, amely részben megkötött a csúszóban, mielőtt elérte az üreget. Ellenőrizze a kapu átmérőjét, ellenőrizze, hogy a hordó hőmérséklete a hidegcsatorna céltartományán belül van-e, és ellenőrizze a szennyeződés okozta gyógyulási gátlást.
- Felületi ragadósság: Alulkötést jelez, amelyet leggyakrabban a helytelen A:B arány, a túl alacsony formahőmérséklet vagy az elégtelen kötési idő okoz. Ellenőrizzük az adagolási arányt ellenőrzött adagolási teszttel, ellenőrizzük a formák hőmérsékletének egyenletességét, és hosszabbítsuk meg a kikeményedési időt, ha a mérettűrések megengedik.
- Levegő beszorulás / üregek: A keverés során bevezetett vagy az anyaggal befecskendezett levegő buborékokat hoz létre a kikeményedett részben. Gyártás előtt győződjön meg arról, hogy az adagolórendszer megfelelően ki van öblítve, és ellenőrizze, hogy a befecskendezési sebesség nem olyan gyors-e, hogy levegőt szívjon be az LSR áramlási front előtti kaputerületbe.
- Méretváltozás a felvételek között: Általában az adagolás inkonzisztenciájával, a hordó hőmérséklet-ingadozásával vagy a formahőmérséklet eltolódása miatti változó keményedési idővel kapcsolatos. Tekintse át a folyamatfigyelő naplókat, hogy azonosítsa, melyik változó korrelál a dimenzióeltolódással, és kalibrálja újra a megfelelő alrendszert.