Mi az a folyékony szilikon öntőforma befogógép és miért számít?
A folyékony szilikon forma szorító gép – általában LSR (Liquid Silicone Rubber) fröccsöntő gépként emlegetik integrált szorítórendszerrel – egy speciális gyártóberendezés, amelyet kétkomponensű folyékony szilikongumi precíziós fröccsöntött alkatrészekké történő feldolgozására terveztek. A hagyományos hőre lágyuló fröccsöntő gépekkel ellentétben az LSR gépeknek olyan anyagot kell kezelniük, amelyet hidegen táplálnak be egy fűtött formaüregbe, ahol vulkanizálási (keményedési) reakción megy keresztül, nem pedig hűtés alapú megszilárduláson. A befogóegység kritikus szerepet játszik ebben a folyamatban azáltal, hogy a befecskendezési, töltési és kikeményedési ciklusok során a precíz, konzisztens szerszámzáró erőt fenntartja – megakadályozza a felvillanást, biztosítja a méretpontosságot, és megvédi a formát a belső injektálási nyomás okozta sérülésektől.
A szorítórendszer jelentősége felértékelődik a folyékony szilikon feldolgozásban, mivel az LSR viszkozitása rendkívül alacsony a hőre lágyuló műanyagokhoz képest – gyakran 100 000 és 300 000 mPa·s közötti tartományban térhálósodás előtt. Ez az alacsony viszkozitás azt jelenti, hogy az anyag könnyen befolyik a legkisebb résbe a formaleválasztó felületek között, így a szorítóerő kisebb hiányosságai is azonnal láthatóvá válnak az alkatrész felületén felvillanó hibaként. A megfelelően meghatározott és kalibrált szorítógép kiküszöböli ezt a kockázatot, miközben lehetővé teszi a nagy üregű szerszámkonfigurációkat, amelyek maximalizálják a gyártási hatékonyságot.
Alapelemek és a szorítórendszer működése
A folyékony szilikon szerszámbefogó gép felépítésének megértése segít a gyártóknak megalapozott beszerzési és üzemeltetési döntések meghozatalában. A gép két integrált alrendszerből áll: a befecskendező egységből, amely a kétkomponensű LSR-t méri, keveri és injektálja, valamint a szorítóegységből, amely szabályozott erő hatására nyitja, zárja és reteszeli a formát. Folyékony szilikon alkalmazások esetén mindkét alrendszernek meg kell felelnie a szabványos hőre lágyuló gépeknél lényegesen szigorúbb szabványoknak.
A szorító egység
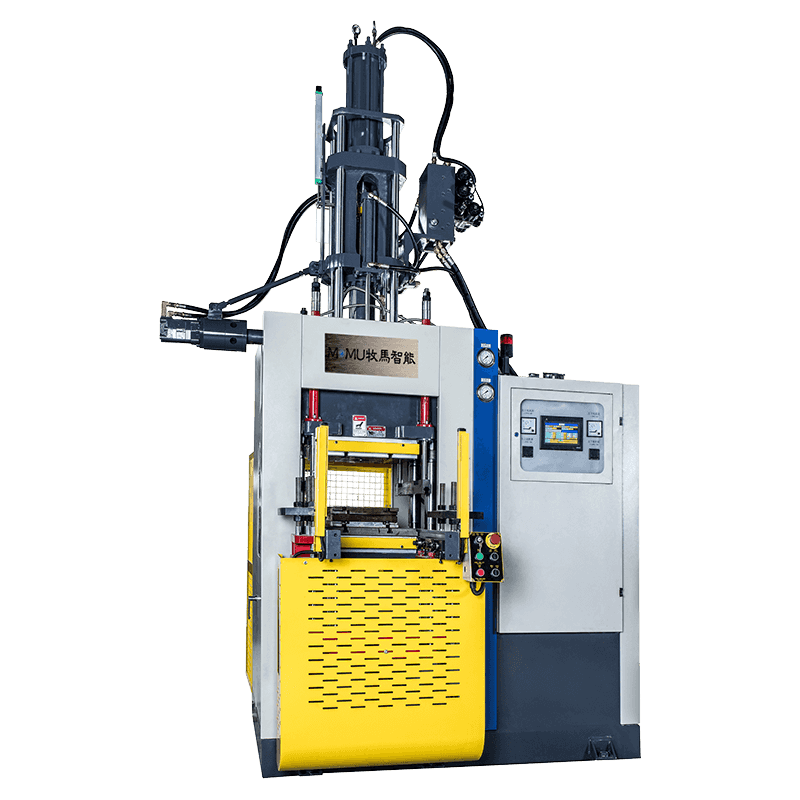
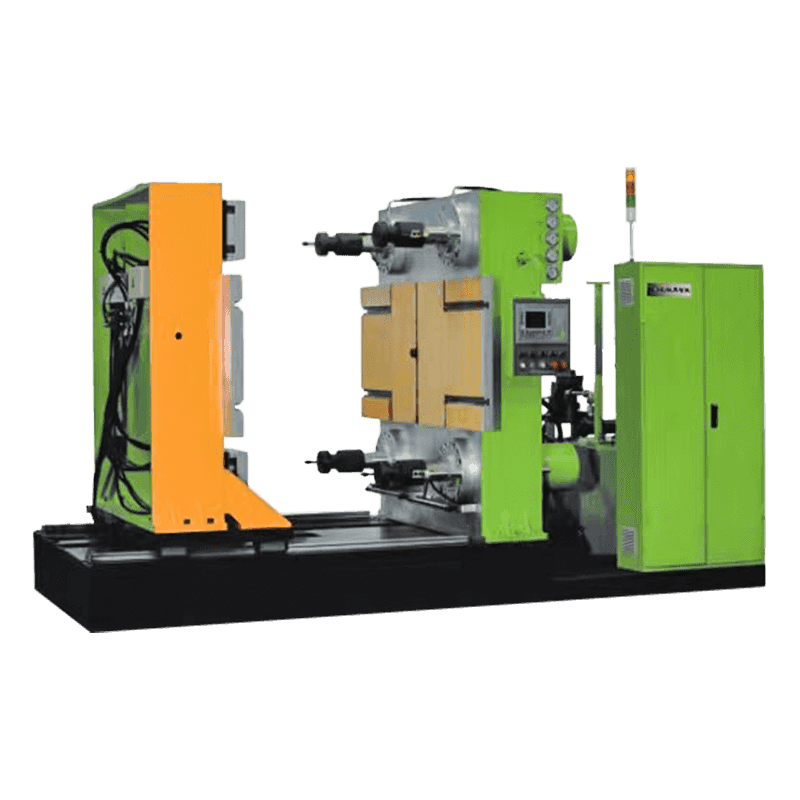
A befogó egység egy álló lemezből, egy mozgó lapból, kötőrudakból (vagy egyes kiviteleknél kötőrúd nélküli keretből) és a szorítóműködtetőből áll – amely a gép kialakításától függően lehet hidraulikus, billenő-mechanikus vagy szervo-elektromos. A mozgó lap a kötőrudak vagy keretvezetők mentén haladva nyitja és zárja a formát. Amint a forma teljesen bezárult, a szorító működtető a névleges szorítóerőt – kilonewtonban (kN) vagy tonnában mérve – kifejti, hogy a formafeleket összereteszelje a fröccsöntő nyomással szemben, amely szétnyomja őket az anyagfeltöltés során.
Az LSR-feldolgozáshoz a szorítóegységnek egy fűtött (általában 170–220 °C-on tartott) formát is el kell helyeznie, miközben a befecskendező rendszer hideg marad (5–15 °C). Ez a hőkontraszt azt jelenti, hogy a gépváznak és a nyomólap kialakításának figyelembe kell vennie a különböző hőtágulást, hogy fenntartsa a párhuzamosságot és a szorítóerő egyenletes eloszlását a forma felületén – ez kritikus fontosságú az egyenletes, villanásmentes alkatrészek eléréséhez többüregű szerszámokban.
A befecskendező és adagoló egység
Az LSR gépek befecskendező egysége alapvetően különbözik a hőre lágyuló egységektől. Kétkomponensű szivattyú- és adagolórendszerből áll – jellemzően az A komponens (alappolimer) és B komponens (a térhálósító/katalizátor) 1:1 térfogataránya –, amelyet egy statikus vagy dinamikus keverőben kombinálnak, mielőtt belépnének a hidegtartályba és a befecskendező csavarba. Pigmentadagoló rendszerek beépíthetők a színes LSR alkatrészekhez. A befecskendezőcsavar hűtve van, hogy megakadályozza az idő előtti vulkanizálódást a hordóban, a fúvóka pedig tűelzáró szelepet tartalmaz, amely megakadályozza a nyáladzást a lövések között.
A gép kiválasztásakor értékelendő legfontosabb műszaki adatok
A folyékony szilikon szerszámbefogó gép kiválasztása számos, egymással összefüggő műszaki paraméter alapos értékelését igényli. Bármely egyedi specifikáció alulméretezése a szerszámozási és gyártási követelményekhez képest tartós minőségi problémákat vagy gépkárosodást okozhat. Az alábbi táblázat összefoglalja a legkritikusabb specifikációkat és azok gyakorlati jelentőségét:
| Specifikáció | Tipikus tartomány | Miért számít |
| Szorítóerő | 50 – 4000 kN | A felvillanás elkerülése érdekében túl kell lépnie a tervezett üregnyomást |
| Lemezméret | 200×200 mm – 1000×1000 mm | Meghatározza a formaalap maximális méretét |
| Nappali nyitás | 200-800 mm | Alkalmaznia kell a formamagasságot és a kiszerelési löketet |
| Injekciós térfogat | 2 – 3000 cm³ | Meg kell egyeznie a teljes lövés súlyával, beleértve a futókat is |
| Mérési pontosság | ±0,5% vagy jobb | Biztosítja az állandó A:B arányt és a kikeményedés egyenletességét |
| Forma hőmérséklet-szabályozás | 250°C-ig | Szabályozza a kikeményedés sebességét és az alkatrész minőségét |
| Hordó/fúvóka hőmérséklete | 5-20°C (hűtve) | Megakadályozza az idő előtti vulkanizálódást a táprendszerben |
| Befogó hajtás típusa | Hidraulikus / Toggle / Szervo-elektromos | Befolyásolja a pontosságot, az energiafelhasználást és a karbantartási igényeket |
Hidraulikus vs. toggle vs. teljesen elektromos rögzítés: a megfelelő meghajtó kiválasztása
A szorítóhajtás típusának megválasztása az egyik legkövetkezményesebb döntés a folyékony szilikon formázószerszám-szorítógép meghatározásakor. Mindegyik hajtástechnológia különböző kompromisszumokat kínál az erőkonzisztencia, az energiahatékonyság, a pontosság és a karbantartási követelmények tekintetében – ezek mindegyike jelentős hatással van az LSR-feldolgozásra.
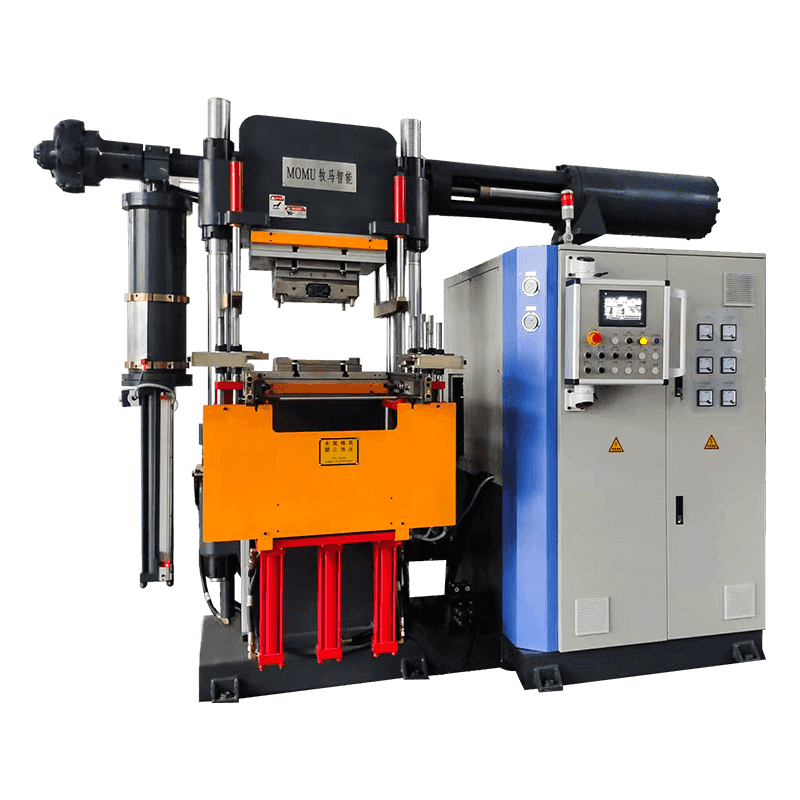
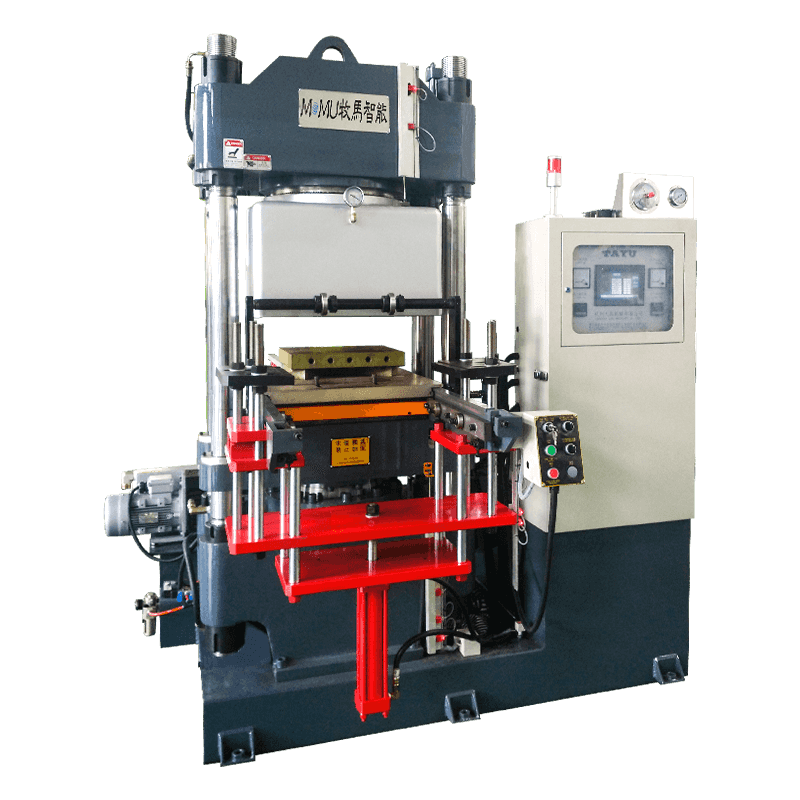
Hidraulikus befogás
A hidraulikus szorítórendszerek nyomás alatti olajat használnak a szorítóhenger közvetlen működtetésére. Kompakt gépvázakban nagy szorítóerőt biztosítanak, így jól alkalmazhatók nagy űrtartalmú LSR gépekhez, amelyek nagy alapterületű alkatrészeket, például autótömítéseket, tömítéseket vagy nagy orvosi eszközök házait gyártanak. A hidraulikus rendszerek sima, folyamatos erőkifejtést biztosítanak, és viszonylag jól tűrik a penész eltolódását. Azonban folyamatosan energiát fogyasztanak a hidraulikus nyomás fenntartása érdekében, hőt termelnek, amelyet kezelni kell, és rendszeres hidraulikafolyadék-karbantartást és tömítés-ellenőrzést igényelnek a szennyeződés megelőzése érdekében – ez aggodalomra ad okot a tisztaterű LSR-gyártásban az orvosi vagy élelmiszerrel érintkező alkalmazásokhoz.
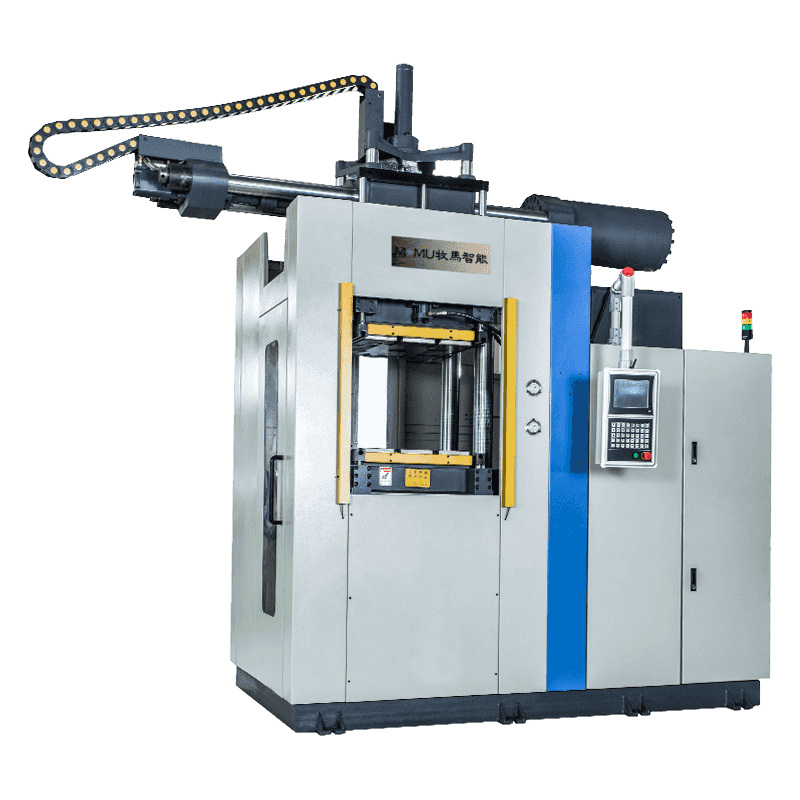
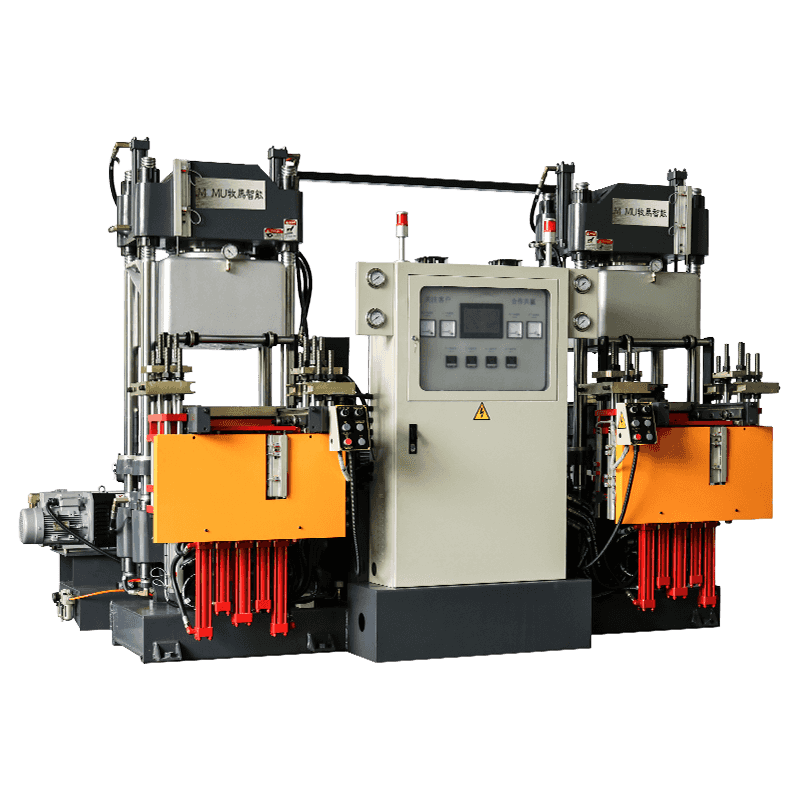
Kapcsolja be a rögzítést
A billenő mechanizmusok egy hidraulikus vagy szervo működtető által hajtott mechanikus összekötő rendszert használnak, hogy geometriailag megsokszorozzák az erőt, amikor a kapcsolók megközelítik teljesen kinyújtott (reteszelt) helyzetüket. Ez a kialakítás nagyon nagy szorítóerőt biztosít a löket végén, viszonylag alacsony működtető erőkifejtéssel, így energiahatékony a nagy ciklusú alkalmazásokhoz. A toggle gépeket széles körben használják a közepes és nagy LSR gyártásban, és gyors szárítási ciklusidőket kínálnak. Az elsődleges korlát az, hogy a szorítóerő érzékeny a forma magasságára – a beállításokat pontosan az öntőforma cseréjekor kell elvégezni annak biztosítására, hogy a kapcsoló a megfelelő formazárási ponton elérje a teljes kiterjedést, ami gondos beállítási eljárást igényel.
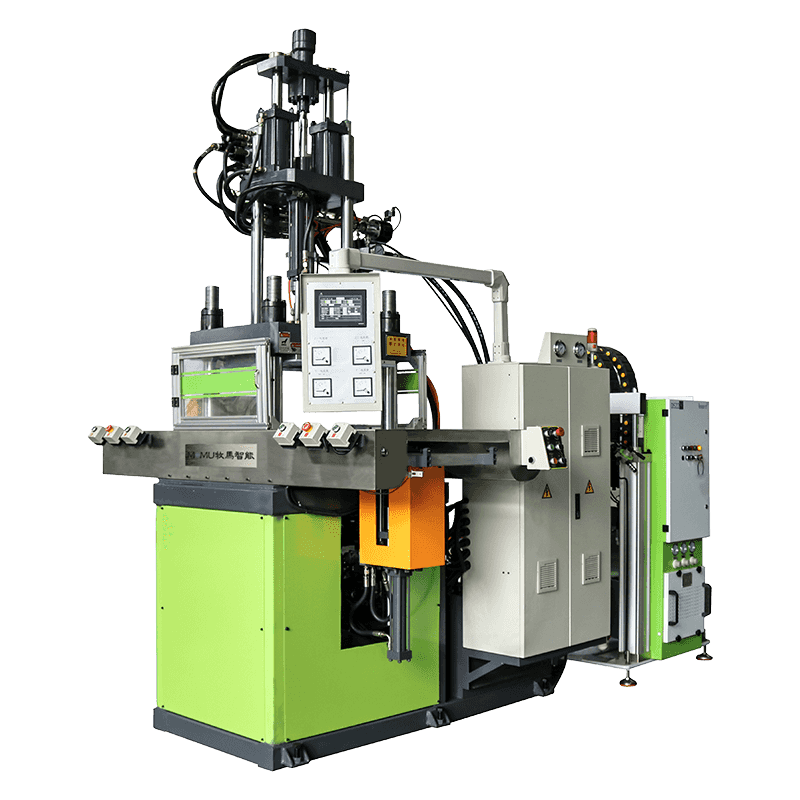
Teljesen elektromos (szervo-elektromos) szorítás
A teljesen elektromos szorítógépek szervomotorokat használnak, amelyek golyóscsavaros mechanizmusokat hajtanak végre a nyitáshoz, záráshoz és a szorítóerő alkalmazásához. Ez a technológia a legmagasabb szintű ismételhetőséget és pozicionálási pontosságot biztosítja – ez kritikus fontosságú az orvosi eszközökben, optikai alkatrészekben és mikroformázó alkalmazásokban használt szűk tűréshatárú LSR alkatrészek esetében. A teljesen elektromos gépek csak mozgás közben fogyasztanak energiát, nem termelnek hidraulikus hőt, és nem okoznak olajszennyeződés kockázatát, így az előnyben részesített választás az ISO osztályú tisztatéri környezetekben. A magasabb kezdeti vételárat általában idővel ellensúlyozzák az alacsonyabb működési költségek, a csökkentett karbantartás és a kiváló folyamatkonzisztencia.

LSR szorítógépekre támaszkodó iparágak és alkalmazások
A folyékony szilikon szerszámbefogó gépek rendkívül sokrétű iparágat szolgálnak ki, az LSR biológiai kompatibilitás, hőstabilitás, elektromos szigetelés és tartósság egyedülálló kombinációja révén. Annak megértése, hogy mely iparágak támaszkodnak leginkább erre a technológiára, segít kontextusba helyezni az egyes ágazatokban leginkább számító gépek teljesítménykövetelményeit.
- Orvosi eszközök és egészségügyi ellátás: Az LSR FDA-kompatibilis, autoklávozható és biokompatibilis, így nélkülözhetetlen a légzésvédő maszkok, katéterkomponensek, szelepmembránok, fecskendőtömítések, hallókészülék fülcsúcsok és sebészeti műszerfogantyúk előállításához. Az ebben a szektorban használt gépeknek meg kell felelniük a tisztatér-kompatibilitási szabványoknak, és biztosítaniuk kell a folyamatparaméterek teljes nyomon követhetőségét.
- Autóipar: Az LSR-ből készült tömítőrendszerek, gyújtógyertya-hüvelyek, csatlakozótömítések és érzékelőházak nagy volumenű gyártást igényelnek, szűk mérettűréssel. A nagy űrtartalmú befogógépeken működő, többüregű melegcsatornás szerszámok alapfelszereltségnek számítanak az 1. szintű autóipari beszállítói létesítményekben.
- Baba- és csecsemőtermékek: A cumisüveg mellbimbóit, cumikát, fogzási karikáját és etetőtartozékait élelmiszer-minőségű LSR-ből gyártják olyan gépeken, amelyek megfelelnek az olyan biztonsági szabványoknak, mint az FDA 21 CFR és az EU 10/2011 élelmiszerekkel érintkező anyagokra vonatkozóan.
- Szórakoztató elektronika: Vízálló tömítések okostelefonokhoz, okosórákhoz és fülhallgatókhoz; billentyűzet kapcsoló membránok; és a hordható készülék bőrrel érintkező alkatrészeit egyre gyakrabban gyártják LSR-ből annak tartóssága és tapintási tulajdonságai miatt.
- Ipari tömítés és folyadékszabályozás: A szivattyúkhoz, szelepekhez és vegyi feldolgozó berendezésekhez használt O-gyűrűk, membránok és egyedi tömítések az LSR szélsőséges hőmérsékletekkel (-60°C és 230°C), UV-sugárzással és agresszív vegyszerekkel szembeni ellenálló képességéből fakadnak.
Folyamatparaméterek, amelyek közvetlenül befolyásolják a befogási teljesítményt és az alkatrészminőséget
Még a legpontosabban meghatározott folyékony szilikon szerszámbefogó gép is hibás alkatrészeket gyárt, ha a folyamatparaméterek nincsenek megfelelően beállítva és karbantartva. Az LSR fröccsöntés érzékeny az egymással összefüggő változók csoportjára, amelyeket a kezelőknek és a folyamatmérnököknek folyamatosan figyelniük és optimalizálniuk kell.
- Szorítóerő vs. vetített üregfelület: Számítsa ki a szükséges szorítóerőt úgy, hogy megszorozza az összes üreg és futófelület teljes kivetített területét (cm²-ben) az átlagos befecskendezési nyomással (kN/cm²-ben). Alkalmazzon 1,2–1,5 biztonsági tényezőt a töltés során fellépő nyomáscsúcsok figyelembevételéhez. Az elégtelen szorítóerő villogást okoz; a túlzott erő idővel károsíthatja a penész elválasztó felületeit.
- Forma hőmérséklet egyenletesség: Az egyenetlen öntőforma felmelegítése változó kikeményedési sebességhez vezet az üregben, és inkonzisztens keménységű, felületi kiképzésű vagy méretpontosságú alkatrészek keletkeznek. A gyártás megkezdése előtt termikus képalkotással ellenőrizze a hőmérséklet egyenletességét a forma felületén.
- Befecskendezési sebesség és nyomás: Az LSR alacsony viszkozitása azt jelenti, hogy gyorsan kitölti az üregeket. A befecskendezési sebességet szabályozni kell, hogy elkerüljük a levegő beszorulását és a befúvódási hibákat, különösen vékony falú vagy összetett geometriájú részeken. A programozható többlépcsős befecskendezési profilok lehetővé teszik a sebesség csökkentését a kritikus töltési átmeneteknél.
- Kötési idő optimalizálás: A kikeményedési idő a forma hőmérsékletétől, az alkatrész falvastagságától és az adott LSR fokozat aktiválási energiájától függ. Az alul kikeményedés miatt az alkatrészek ragacsosak és mechanikailag gyengék; A túlkeményítés pazarolja a ciklusidőt, és a vékony szakaszokon termikus degradációt okozhat. Használjon keményedési idő vizsgálatokat durométeres mérésekkel az egyes szerszám- és anyagkombinációk minimális hatékony kikeményedési idejének meghatározásához.
- Vákuumos légtelenítés: Sok LSR öntőforma vákuumrendszerrel van felszerelve, amely közvetlenül a befecskendezés előtt szívja ki a levegőt az üregből. Ez különösen fontos kis üregeknél, vakzsebeknél vagy szigorú kozmetikai követelményeket támasztó alkatrészeknél, mivel a beszorult levegő üregeket, rövid löketeket és felületi porozitást okoz, amit a szorítóerő önmagában nem képes megakadályozni.
Karbantartás és hosszú élettartam: Gépberuházás védelme
A folyékony szilikon szerszámbefogó gép jelentős tőkebefektetést jelent – a belépő szintű gépek 80 000 dollár körül kezdődnek, míg a teljesen felszerelt teljesen elektromos rendszerek többkomponensű méréssel és tisztatér-integrációval meghaladhatják az 500 000 dollárt. A fegyelmezett megelőző karbantartási program végrehajtása elengedhetetlen a beruházás megóvásához, a nem tervezett leállások minimalizálásához és a gyártási minőség fenntartásához a gép élettartama alatt.
- Az adagoló- és keverőrendszer napi tisztítása: Minden egyes gyártási műszak végén öblítse ki a keverőt, a statikus keverőelemet és a fúvókát, hogy megakadályozza az LSR megkötését az adagolórendszerben. A statikus keverőkben kikeményedett szilikon dugulások a nem tervezett leállások egyik fő oka, és költséges szétszerelést és tisztítást igényelhetnek.
- A kötőrúd és a nyomólap párhuzamosságának ellenőrzése: Mérje meg rendszeres időközönként a nyomólap párhuzamosságát mérőórák segítségével. A párhuzamosság elvesztése – amelyet a kötőrúd kopása, egyenetlen szorító terhelés vagy hőhatások okoznak – egyenetlen villanási mintázatokhoz vezet a többüregű szerszámokon, és tévesen szerszámproblémaként diagnosztizálható, ha nem ellenőrzik először a gép geometriáját.
- Hordó és fúvóka hűtőrendszer ellenőrzése: Ellenőrizze, hogy a hűtött víz áramlása a hordó hűtőköpenyén a megadott paramétereken belül marad-e. A hűtési kapacitás elvesztése lehetővé teszi, hogy az LSR vulkanizálódjon a betáplálási zónában, ami ingadozó súlyokat és csavarnyomaték-csúcsokat okoz, amelyek károsíthatják a meghajtó alkatrészeit.
- Szervohajtás és jeladó kalibrálása: Teljesen elektromos gépek esetén ütemezett időközönként ellenőrizze a szervomotor-jeladó visszacsatolási pontosságát és a golyóscsavar előfeszítését. A jeladó elsodródása vagy a golyóscsavar kopása pozicionálási hibákat okoz a szorítóerő alkalmazása során, amely nem biztos, hogy azonnal látható az alkatrészminőségben, de idővel jelentős hibákká halmozódik fel.
A folyékony szilikongumi gyártásban a precizitás, a konzisztencia és a méretezhetőség iránt elkötelezett gyártók számára a megfelelő folyékony szilikon szerszámbefogó gépbe való befektetés – megfelelően meghatározott, helyesen telepített és szigorúan karbantartott – a leghatásosabb döntés egy versenyképes LSR fröccsművelet létrehozásában, amely képes megfelelni a mai orvosi, autóipari és fogyasztói termékek piacának szigorú követelményeinek.