Miért változtat meg mindent a vákuum a gumivulkanizálásban?
A gumi vulkanizálását – a polimer láncok térhálósításának folyamatát hő és nyomás segítségével, hogy a nyers gumit tartós, rugalmas anyaggá alakítsák – több mint 180 éve alkalmazzák az iparilag. Pedig a vákuumtechnológia bevezetése a vulkanizálási folyamatba a modern gumigyártás egyik legjelentősebb finomítása. A vákuumgumi vulkanizáló gép kiüríti a levegőt és a rekedt gázokat a gumikeverékből és a formaüregből a kikeményedés előtt és alatt, kiküszöbölve a porozitást, üregeket és felületi hibákat, amelyeket a légköri nyomású vulkanizálás elkerülhetetlenül okoz a precíziós alkatrészekben.
Az eredmény egy mérhetően kiváló termék: sűrűbb keresztkötési hálózatok, jobb mechanikai tulajdonságok, jobb méretpontosság és hibamentes felületek – mindez kritikus azokban az alkalmazásokban, ahol a gumialkatrészek meghibásodása biztonsági vagy szabályozási következményekkel jár. Ahogy a precíziós gumialkatrészek iránti kereslet növekszik az autóiparban, a repülőgépiparban, az orvosi és az elektronikai szektorban, a vákuumvulkanizáló gépek a speciális berendezésekről az általános ipari szerszámokba kerültek.
A vulkanizálási folyamat: hagyományos kontra vákuum
A vákuumvulkanizálás értékének megértéséhez hasznos megvizsgálni, hogy pontosan hol maradnak el a hagyományos módszerek.
Hagyományos préselés vagy transzfer öntés
A szabványos kompressziós vagy transzfer vulkanizálás során egy gumikeveréket helyeznek egy fűtött formába, és nyomást gyakorolnak arra, hogy az anyagot a forma üregébe kényszerítsék. A keverékben vagy a keverék-forma határfelületén megrekedt levegőnek nincs menekülési útvonala. Ahogy a hőmérséklet emelkedik és a térhálósodás megkezdődik, ez a beszorult levegő mikroüregeket képez – pórusokat, hólyagokat és lyukakat a felületen –, amelyek csökkentik az alkatrész sűrűségét, szakítószilárdságát és kifáradási élettartamát. A nem kritikus fogyasztói termékek esetében ez a leromlás elfogadható. Tömítések, membránok, orvosi eszközök alkatrészei és repülőgép-tömítések esetében nem.
Vákuumos vulkanizálás
A vákuumgumi vulkanizáló gép szabályozott vákuumot alkalmaz - jellemzően a tartományban –0,08 – –0,098 MPa (körülbelül –80 és –98 kPa közötti nyomtáv) — a formaüregbe a keverék befecskendezése vagy összenyomása előtt, és fenntartja ezt a vákuumot a térhálósodás kezdeti szakaszában. Ez az evakuálás eltávolítja az oldott gázokat a gumimátrixból, megszünteti a felületek közötti légzsákokat, és csökkenti a nedvesség forráspontját a keveréken belül, és kiszívja azt a hő alkalmazása előtt. A kikeményedési ciklus ezután vákuumban és nyomás alatt is lezajlik, így egy teljesen konszolidált, hézagmentes alkatrész keletkezik.
A vákuumvulkanizálás legfontosabb műszaki előnyei
A vákuumvulkanizálás teljesítménybeli előnyei számos minőségi és folyamatmutatón keresztül számszerűsíthetők:
- Porozitás és üregek megszüntetése — A vákuumos evakuálás eltávolítja a rekedt levegőt, mielőtt a gélesedés a helyére rögzítené. Az alkatrészek relatív sűrűsége megközelíti a vegyület elméleti maximumát, ami közvetlenül megnöveli a szakítószilárdságot, a szakítószilárdságot és a fáradási ellenállást.
- Kiváló felületi minőség — Anélkül, hogy levegő szorulna be a forma-gumi felületen, a kész felületek simaak, esztétikailag tiszták és lyukaktól mentesek. Ez különösen kritikus az optikai minőségű szilikon lencsék, az orvosi csövek és a fogyasztóknak szánt gumiáruk esetében, ahol az esztétikum befolyásolja az észlelt minőséget.
- Jobb méretpontosság — A hézagmentes tömörítés olyan alkatrészeket eredményez, amelyek pontosan illeszkednek a formageometriához. A zsugorodás kiszámíthatóbb és egyenletesebb, csökkentve a kikeményedés utáni méretváltozásokat – ez kulcsfontosságú előny az O-gyűrűk, a tömítések és a szűk tűrésű öntött alkatrészek esetében.
- Javított vegyületáramlás összetett geometriákban — A vákuumhúzás elősegíti a vegyület mozgását a mély bemetszésekbe, vékony szakaszokba és olyan bonyolult formázási jellemzőkbe, amelyeket a légköri nyomású befecskendezés nem tud teljesen kitölteni.
- Csökkentett selejtezési és utómunkálati arány — Az öntött gumi vizuális és szerkezeti hibáinak elsődleges okának kiküszöbölésével a vákuumvulkanizálás jelentősen csökkenti a precíziós alkatrészek selejtezési arányát, javítva a berendezés általános hatékonyságát (OEE) a gumiöntési műveleteknél.
- Kompatibilitás nedvességre érzékeny vegyületekkel — A szilikongumi, az EPDM és bizonyos speciális elasztomerek különösen érzékenyek a kikeményedés során fellépő maradék nedvességre. A melegítés előtti vákuumos gáztalanítás hatékonyan távolítja el ezt a nedvességet, megakadályozva a gőz által kiváltott porozitást a kikeményedett részben.
A vákuumgumi vulkanizáló gépek típusai
A vákuumvulkanizáló berendezések többféle konfigurációban kaphatók, mindegyik különböző gyártási méretekhez, gumitípusokhoz és alkatrészgeometriákhoz illeszkedik.
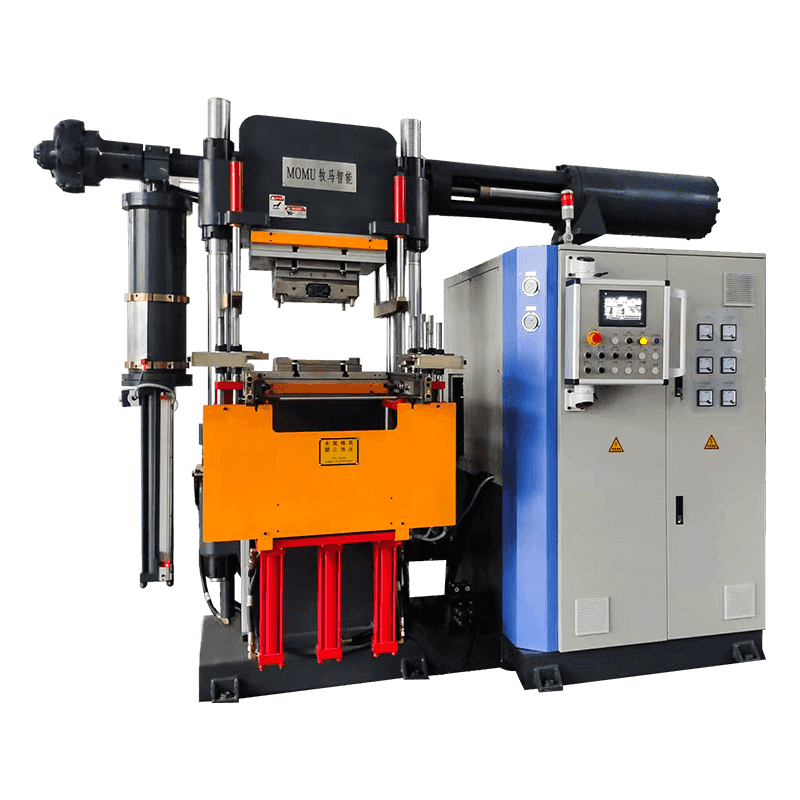
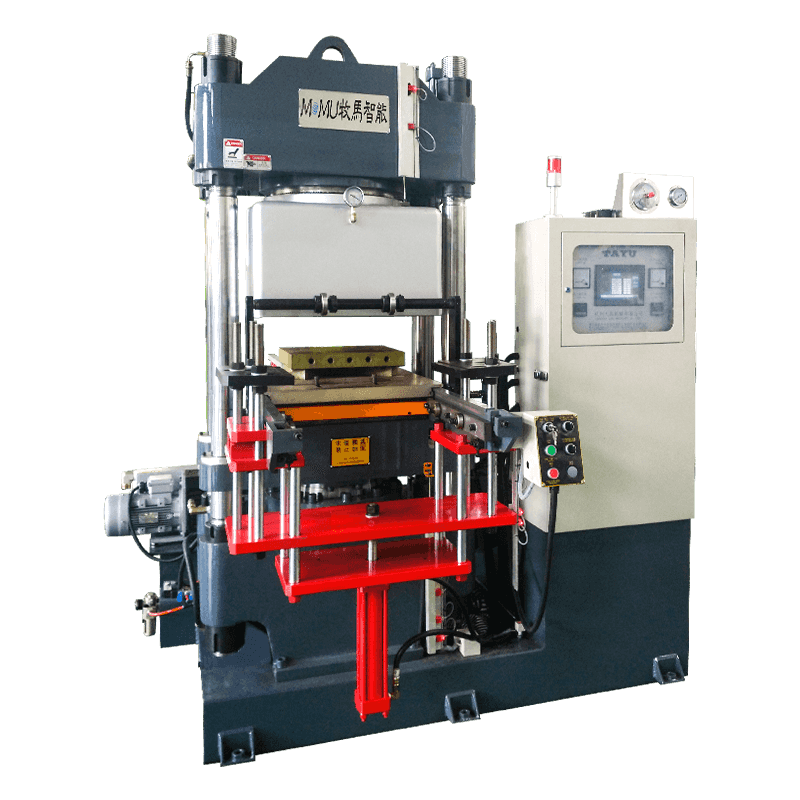
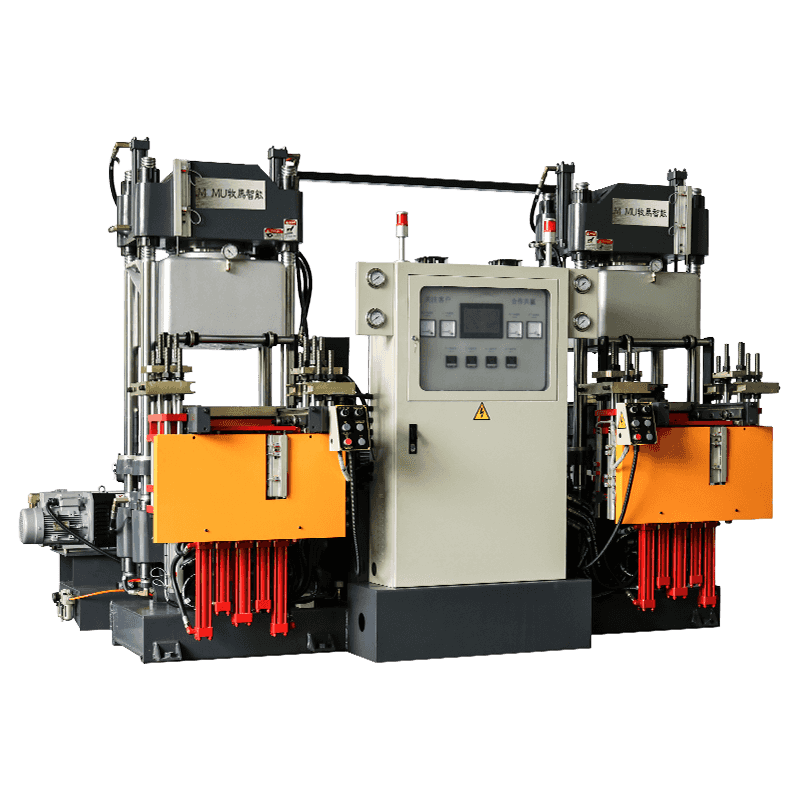
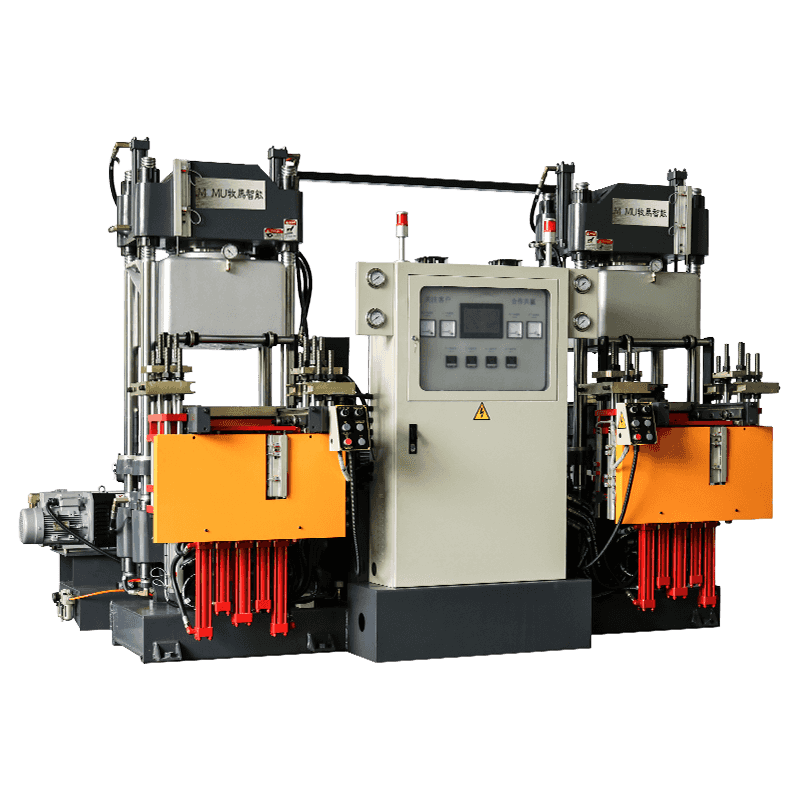
Vákuumos kompressziós prés
A legszélesebb körben használt konfiguráció a szakaszos gumiöntésben. A fűtött lapokkal ellátott hidraulikus prés összenyomja a formát; egy vákuumkör – a formába integrálva vagy egy perifériás vákuumkamrán keresztül – kiüríti az üreget a zárás előtt és alatt. Alkalmas lapos alátétekhez, lemezekhez, tömítésekhez és viszonylag egyszerű öntött profilokhoz. A laphőmérséklet jellemzően a 150°C és 200°C között , 10-200 tonna hidraulikus nyomással az alkatrész méretétől és a keverék viszkozitásától függően.
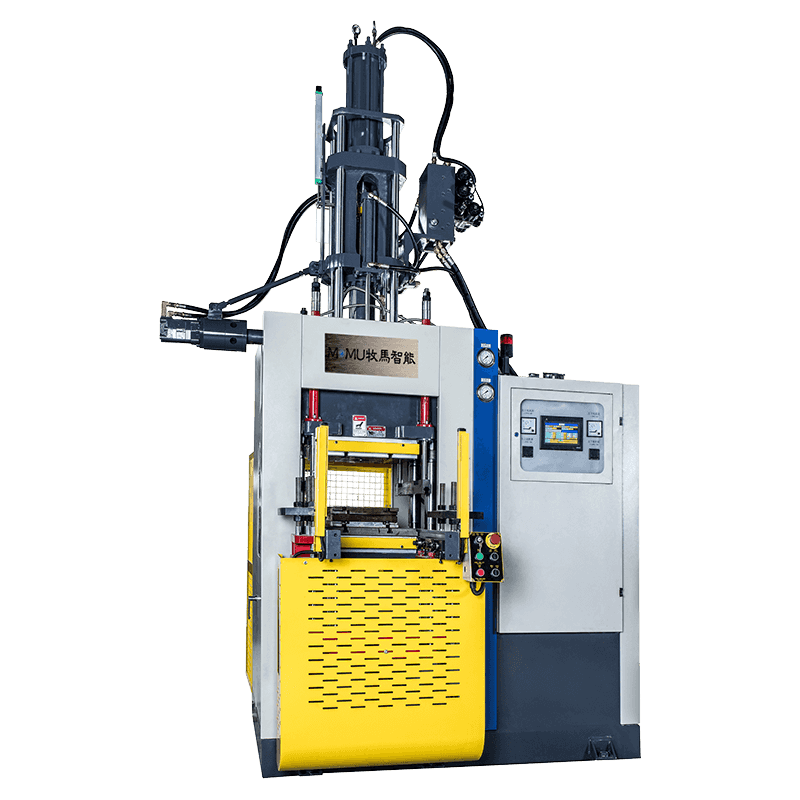
Vákuumos fröccsöntő gép
Egyesíti a vákuumüreg kiürítését előre lágyított gumikeverék nyomás alatti befecskendezésével. Az öntőformát lezárják és kiürítik az injektálás megkezdése előtt, majd a vegyületet injektálják a kiürített üregbe. Ez a konfiguráció biztosítja a legjobb méretkonzisztenciát a nagy mennyiségben gyártott, összetett háromdimenziós alkatrészekhez – az autóipari tömítések, a csatlakozóhüvelyek és az orvosi eszközök alkatrészei tipikus alkalmazások. A ciklusidők rövidebbek, mint a préselésnél a precíz keverék-adagolás és a gyorsabb töltés miatt.
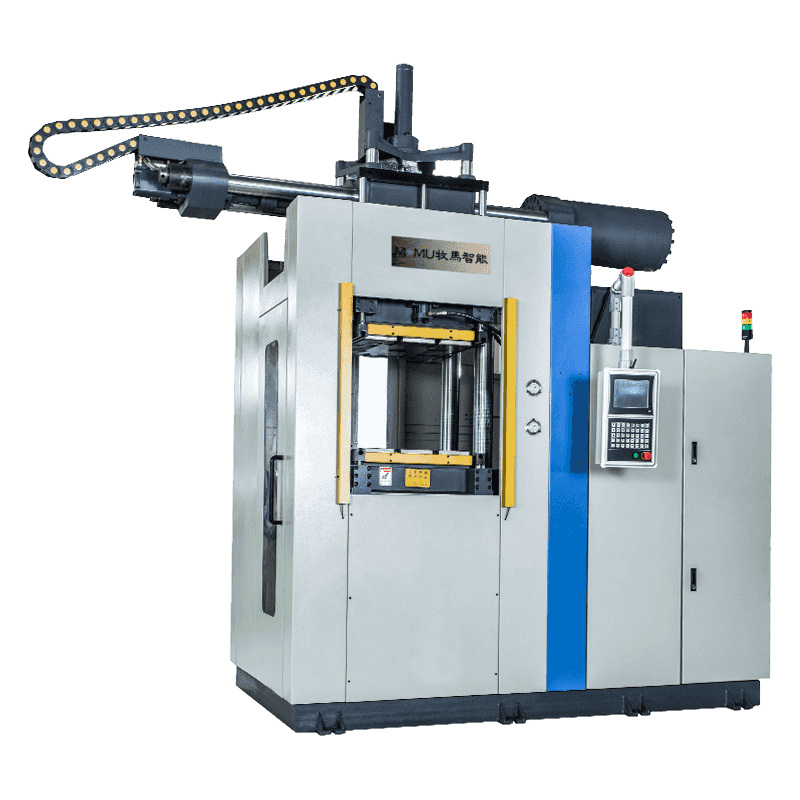
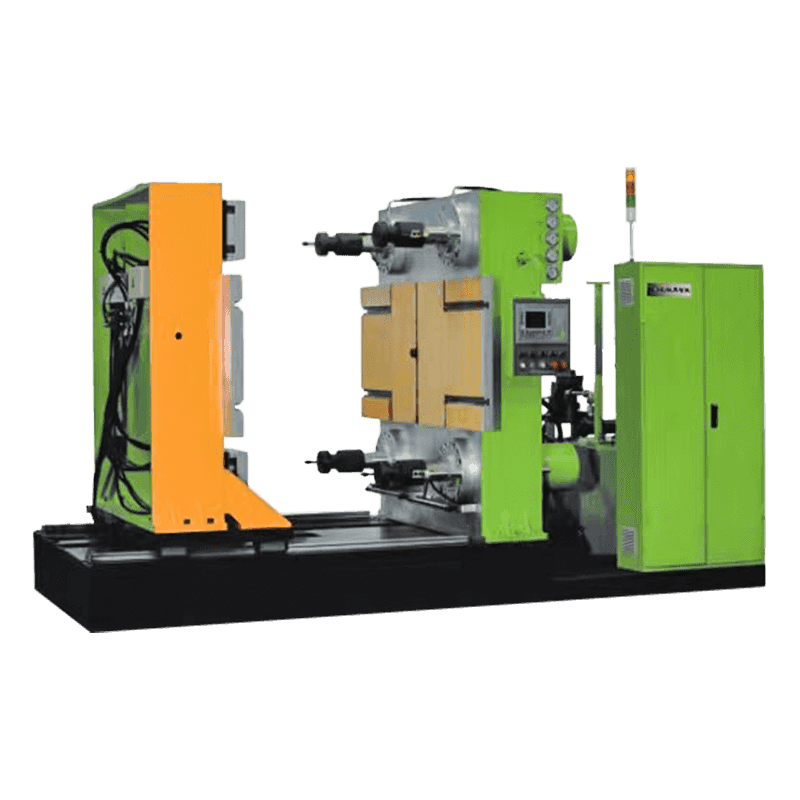
Vákuumos autokláv vulkanizáló
Nagyméretű, szabálytalan alakú gumialkatrészekhez – tömlők, tágulási kötések, gumibetétes csövek és kompozit szerelvények – használhatók, amelyeket a hagyományos présforma nem tud elhelyezni. Az alkatrészt vákuumzsákba vagy lezárt kamrába helyezik, kiürítik, majd megemelt hőmérsékletnek és nyomásnak (gőznek vagy forró levegőnek) vetik alá az autoklávtartályban. Gyakori az űrkumik ragasztásában és nagyméretű ipari gumibetétes alkalmazásokban. A ciklusidők hosszabbak, de a folyamat olyan alkatrészgeometriákat alkalmaz, amelyeket semmilyen más módszer nem tud kezelni.
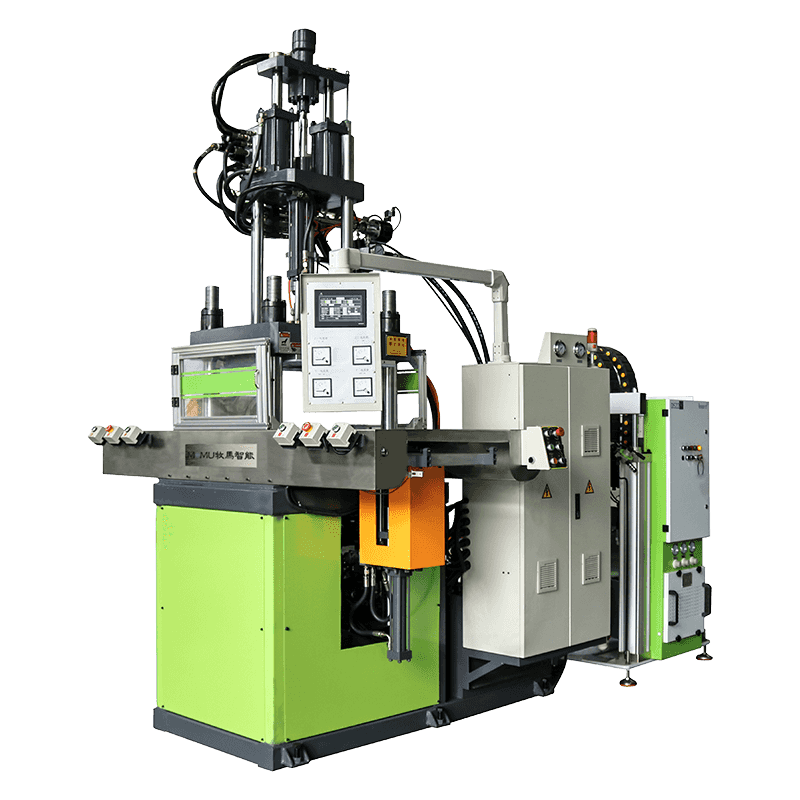
Vákuumlemezes vulkanizáló prés (szállítószalag típus)
Kifejezetten gumi szállítószalagok, padlólemezek és széles lapos termékek vulkanizálására tervezték. Több fűtött lap présel egy folyamatosan adagolt szalagot vagy lapot, miközben vákuumot alkalmaznak a prészónára. Gyakori a szállítószalag-gyártásban és a gumipadló-gyártásban, ahol a szélesség meghaladhatja a 2000 mm-t, és folyamatos áteresztőképesség szükséges.
Alapvető rendszerelemek
A vákuumgumi vulkanizáló gépek több alrendszert integrálnak, amelyeknek összehangoltan kell működniük az egyenletes kikeményedési minőség elérése érdekében.
| Alrendszer | Funkció | Kulcs specifikáció |
|---|---|---|
| Vákuumszivattyús rendszer | Kiüríti a penészüreget a célnyomásig | Cél: ≤–0,095 MPa; forgólapátos vagy folyadékgyűrűs szivattyú |
| Fűtési lapok / kamra | A kikeményedési hőmérsékletet egyenletesen kell biztosítani és fenntartani | ±1–2°C egyenletesség; elektromos vagy gőzfűtéses |
| Hidraulikus szorítórendszer | Alkalmazza és megtartja a formazáró nyomást | A tonnatartalom a részterülethez és a keverék viszkozitásához igazodik |
| Vákuumos tömítőrendszer | Megőrzi a vákuum integritását a kikeményedési ciklus alatt | O-gyűrű vagy labirintus tömítések a formaleválasztó vonalnál |
| PLC vezérlőrendszer | Vákuum-, hőmérséklet- és nyomáseseményeket szekvenciál | Programozható térhálósodási profilok; adatnaplózási képesség |
| Forma hőmérséklet szabályozó | Gyors felmelegedés és pontos hőmérsékletszabályozás | PID-vezérelt; válaszidő <30 másodperc |
Ipari alkalmazások
A vákuumgumi vulkanizáló gépeket mindenhol alkalmazzák, ahol a hagyományos vulkanizálás elfogadhatatlan hibaarányt produkál, vagy ahol az anyagtulajdonságoknak meg kell felelniük a szigorú teljesítményszabványoknak.
Autóipari tömítőrendszerek
A motortér-tömítések, az ajtó- és ablaktömítések, az üzemanyagrendszer O-gyűrűi és a fékrendszer membránjai a legnagyobb mennyiségben alkalmazható alkalmazások közé tartoznak. Egy személygépkocsi tartalmaz több mint 400 egyedi gumi tömítőelem , amelyek közül soknak meg kell felelnie a szivárgásmentes szabványoknak 150 000 km-es élettartam felett. A vákuumformázás biztosítja az üregmentes keresztmetszet integritását, amely ezt lehetővé teszi.

Orvosi és gyógyszerészeti berendezések
Az orvosi eszközök szilikongumi alkatrészei – csövek, dugók, membránok, perisztaltikus szivattyúelemek és beültethető részek – teljes porozitás- és szennyeződésmentességet igényelnek. A vákuumos vulkanizálás az elfogadott szabványos eljárás az orvosi minőségű szilikon öntéshez, és a II. és III. osztályú orvosi eszközökre vonatkozó hatósági beadványok általában a vákuumfeldolgozásra vonatkoznak az érvényesített gyártási protokoll részeként.
Repülés és védelem
A repülőgép ajtótömítéseinek, a kabin túlnyomásos tömítéseinek, az üzemanyagrendszer elasztomereinek és a rezgésszigetelő tartóknak meg kell felelniük az AS9100 és a MIL-specifikáció követelményeinek, amelyek kifejezetten foglalkoznak a porozitás és a mérettűréssel. A vákuum-autokláv vulkanizálás a szabványos módszer a repülőgépipari minőségű gumikötésű szerelvények és nagy formátumú elasztomer alkatrészek esetében.
Elektronika és félvezetők
A szilikon billentyűzetek, a vezetőképes elasztomer érintkezők, az EMI-árnyékoló tömítések és a LED-es alkalmazásokhoz használható optikai minőségű szilikonlencsék mind a vákuumformázás előnyeit élvezik. Ezekben az alkatrészekben a porozitás az elektromos ellenállás változását, optikai szóródást és idő előtti mechanikai meghibásodást okoz – olyan hibákat, amelyeket a vákuumvulkanizálás a folyamat szintjén küszöböl ki ahelyett, hogy a későbbi ellenőrzésre és válogatásra hagyatkozna.
Ipari tömlők és szállítószalagok
A koptató vagy kémiailag agresszív környezetben működő nagynyomású hidraulikus tömlők, vegyszertovábbító vezetékek és szállítószalagok sűrű, hézagmentes gumiszerkezeteket igényelnek a névleges felszakítási nyomás és élettartam eléréséhez. Vákuumos autokláv vagy vákuumlemez prés vulkanizálás biztosítja azt a konszolidációs minőséget, amelyet ezek az alkalmazások megkövetelnek.
Folyamatparaméterek és keményedési ciklus tervezése
A vákuumvulkanizálás kikeményedési ciklusa pontosan meghatározott események sorozatát foglalja magában. Az optimalizált sorrendtől való eltérések – különösen a vákuumidőzítés a hőmérsékleti rámpához viszonyítva – közvetlenül befolyásolják az alkatrész minőségét.
- Forma betöltés és kezdeti lezárás — A vegyületet betöltjük, és a formát „repedt” helyzetbe zárjuk (részben zárva), hogy lehetővé tegye a vákuumhúzást teljes összenyomás nélkül.
- Vákuumos alkalmazás — A vákuumszivattyú kiüríti a formaüreget a célnyomásra (általában ≤–0,09 MPa). Ez a szakasz általában 30-120 másodpercig tart, az üreg térfogatától és az összetett gáztartalomtól függően. Vákuumot kell elérni, mielőtt jelentős hőátadás kezdődne a vegyület felé — az idő előtti melegítés térhálósodást indít el, mielőtt a gáztalanítás befejeződik.
- Teljes formazárás vákuum alatt — A célvákuum megerősítése után teljes hidraulikus szorítónyomás érvényesül. A vegyület kombinált vákuumszívás és mechanikai nyomás alatt áramlik a kiürített üregbe.
- Izoterm kúra — Az öntőforma hőmérsékletét a megadott térhálósodási hőmérsékleten tartják (általában 150–180 °C az NR/SBR vegyületeknél; 170–200 °C a szilikonoknál) a számított t90 kikeményedési idő alatt – a reométeres elemzéssel meghatározott maximális térhálósűrűség 90%-ának eléréséig eltelt idő alatt.
- Nyomásoldás és szétszerelés — A kikeményedés befejezése után a szorítónyomás megszűnik, a vákuumot kiszellőztetik, és a formát kinyitják az alkatrész eltávolításához. Bizonyos szilikon- és fluor-elasztomervegyületeknél a térhálósodás teljessé tétele és a kikeményedési melléktermékek eltávolítása érdekében a kemencében végzett térhálósodást követő másodlagos vulkanizálást is elő lehet írni.
A felszerelés kiválasztásának kritériumai
A jobb kiválasztása vákuum vulkanizáló gép egy adott alkalmazáshoz több, egymástól függő tényező értékelése szükséges. Ennek a döntésnek a túlzott leegyszerűsítése vagy alul meghatározott berendezésekhez vezet, amelyek nem tudják elérni a kívánt minőséget, vagy túlzottan megtervezett gépekhez, amelyek képességeit soha nem használják ki.
- Alkatrész mérete és geometriája — A lapos vagy egyszerű profilok megfelelnek a kompressziós prés konfigurációknak; az összetett háromdimenziós alkatrészek fröccsöntési képességet igényelnek; a nagy vagy szabálytalan formák autoklávban történő feldolgozást igényelnek.
- Gumi keverék típus — A szilikon, az EPDM, az NBR, a fluorelasztomer és a természetes gumi eltérő kikeményedési hőmérséklettel, nyomással és vákuumérzékenységi követelményekkel rendelkezik, amelyek befolyásolják a gép specifikációit.
- Gyártási mennyiség — A nagy volumenű gyártás indokolja a többüregű, automata szétszerelésű fröccsöntő présekbe való befektetést; a kis volumenű vagy prototípusos munkákat jobban szolgálják a kisebb, rugalmas tömörítőegységek.
- Vákuummélység és tartási idő — A nagy viszkozitású vegyületekkel vagy nagy gáztartalmú készítményekkel történő alkalmazásokhoz mélyebb vákuum (közelebb a –0,098 MPa-hoz) és hosszabb kiürítési tartási időre van szükség a térhálósodás megkezdése előtt.
- A hőmérséklet egyenletességének specifikációja — A szoros tűréshatárú orvosi és űrrepülőgép-alkatrészek ±1°C-os vagy jobb hőmérséklet-egyenletességet igényelnek; általános ipari alkalmazások ±3–5°C-ot fogadhatnak el.
- Automatizálási és adatnaplózási követelmények — A szabályozott iparágakban (orvosi, repüléstechnikai, élelmiszerrel érintkező) teljes folyamatparaméter-naplózás, kötegenkénti nyomon követhetőség és PLC-vel vezérelt kikeményedési profilok szükségesek, amelyeket a gyártás során nem lehet manuálisan felülírni.
A berendezés beszerzése előtt elvégzett átfogó folyamat-audit – amely felülvizsgálja a vegyület összetételét, az alkatrészek tervezését, a minőségi követelményeket és a gyártási mennyiséget – elkerüli a költséges specifikációs hibákat, és biztosítja, hogy a kiválasztott gép az üzembe helyezéstől kezdve a szükséges teljesítményt nyújtsa.