A gumipréselés az egyik legrégebbi és legszélesebb körben használt eljárás a gumialkatrészek gyártásában, és az e folyamat középpontjában álló gép – a gumisajtoló fröccsöntő gép – továbbra is a gyártósorok sarokköve marad az autóiparban, a repülőgépiparban, az ipari tömítéseknél és a fogyasztási cikkeknél. A fröccsöntési és transzfer-öntési technológiák térnyerése ellenére a présöntés egyszerűsége, a szerszámköltség előnyei, valamint a gumikeverékek és alkatrészgeometriák széles skálájához való alkalmassága miatt kitart. A vulkanizált gumitermékekkel dolgozó mérnökök, beszerzési menedzserek és üzemi kezelők számára elengedhetetlen, hogy megértsék, hogyan működnek ezek a gépek, mi különbözteti meg a kiváló minőségű berendezéseket az átlagostól, és hogyan lehet a gépek specifikációit a termelési igényekhez igazítani.
Mire képes egy gumisűrítésű fröccsöntőgép
A gumipréselő gép szabályozott hőt és nyomást alkalmaz egy előre megmért, meg nem térített gumikeverékre, amelyet közvetlenül egy nyitott formaüregbe helyeznek. Amikor a gép hidraulikus nyomás alatt lezárja az öntőformát, a gumi kénytelen alkalmazkodni az üreg formájához. Tartós hő – jellemzően 150°C és 200°C között, a vegyülettől függően – beindítja a vulkanizálást, azt a kémiai térhálósodási folyamatot, amely a puha, hajlékony gumikeveréket tartós, elasztikus kész alkatrészsé alakítja. A kikeményedési ciklus befejeződése után a forma kinyílik, és az alkatrészt eltávolítják, ami gyakran kézi légtelenítést tesz szükségessé, hogy levágja a felesleges anyagot, amely az elválasztó vonalba áramlott.
A préselési eljárás különösen jól alkalmazható természetes gumi, EPDM, szilikon, neoprén, nitril (NBR) és fluorelasztomerek (FKM/Viton) esetében. Általában tömítések, tömítések, O-gyűrűk, rezgéscsillapítók, membránok, perselyek és egyedi gumiprofilok gyártására használják. Mivel az öntőforma a betöltés közben nyitva van, a présöntéshez szöveterősítésű gumit, fém-gumi kötésű alkatrészeket alkalmaznak, és természetesebbek a betétek, mint a fröccsöntési eljárások, így ez az előnyben részesített módszer összetett kompozit gumialkatrészek esetén.
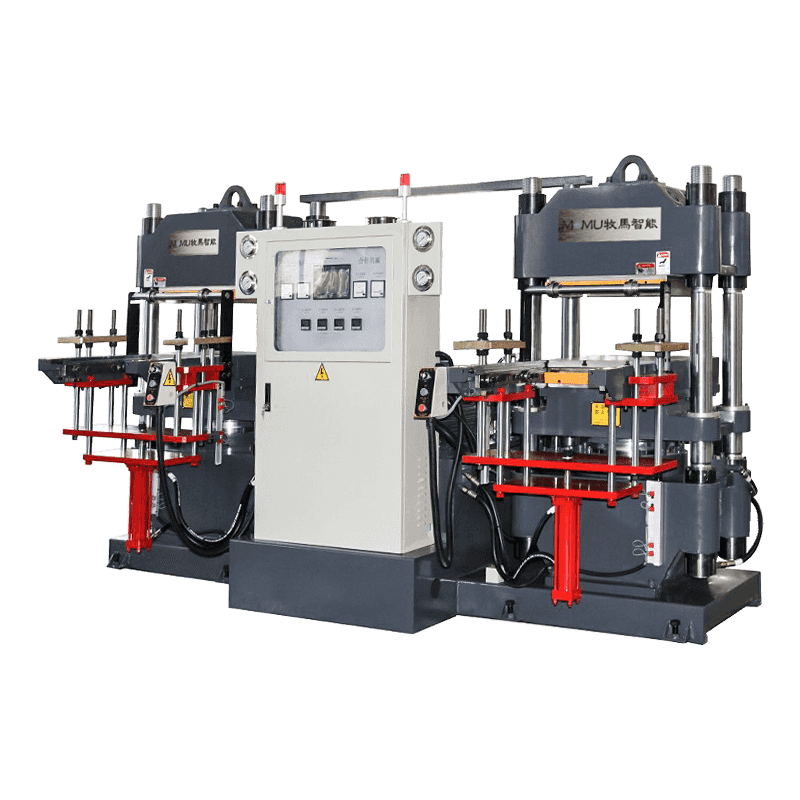
A gumipréselő gép fő alkotóelemei
A présformázó gép főbb alkatrészeinek megértése tisztázza a működési elveit és a legfontosabb minőségi tényezőket, amelyeket a különböző gyártók modelljei összehasonlításakor értékelni kell.
Hidraulikus rendszer
A hidraulikus rendszer a gép erőgeneráló szíve. A hidraulikus szivattyú a folyadékot hengerekbe hajtja, amelyek működtetik a mozgó lemezt, létrehozva azt a szorítóerőt, amely lezárja a formát, és fenntartja a nyomást a keményedési ciklus során. A szorítóerőt tonnában mérik, és közvetlenül meghatározza az elérhető maximális szerszámméretet és üregnyomást. A gépek a kis, 10-50 tonnás asztali egységektől a laboratóriumi és prototípus-munkákhoz, a nagy, 1000 tonnát meghaladó, autóipari és ipari alkatrészekhez gyártott présekig terjednek. Kritikus a hidraulikus rendszer nyomásstabilitása a kikeményedés során – az ingadozások méretváltozást okoznak a kész alkatrészben, és hiányos feltöltést vagy üregeket okozhatnak a gumiban.

Fűtött lapok
A felső és alsó lapok a lapos, precíziósan köszörült fémlemezek, amelyek a formafelet tartják, és hőt adnak át beléjük. A lemezeket belülről melegítik elektromos ellenálláselemekkel, gőzzel vagy forró olaj keringetésével. Az elektromos fűtés a legelterjedtebb a modern gépeknél a pontos szabályozhatóság és a könnyű karbantartás miatt. A gőzfűtés gyors felfűtést biztosít, de infrastruktúrát és nyomásszabályozó rendszereket igényel. A hőmérséklet-eloszlás egyenletessége a nyomólap felületén az egyik legfontosabb minőségi mutató a présformázó gépeknél – a ±3°C-ot meghaladó hőmérséklet-ingadozás a nyomólapon egyenetlen kikeményedést okozhat, aminek következtében az alkatrészek keménysége, sűrűsége és méretpontossága nem egyenletes a szerszámban.
Vezérlőrendszer
A modern gumipréselő gépek PLC (programozható logikai vezérlő) alapú vezérlőrendszereket használnak érintőképernyős HMI (ember-gép interfész) panelekkel, amelyek lehetővé teszik a kezelők számára a kikeményedési receptek programozását és tárolását – a hőmérséklet, a nyomás és az időbeállítások kombinációit meghatározott gumikeverékekhez és alkatrész-geometriákhoz. A fejlett gépek többfokozatú nyomásszabályozást, automatikus penészlégzést (szabályozott, pillanatnyi nyomásleadást tesznek lehetővé, amely lehetővé teszi a rekedt levegő és az illékony anyagok kijutását a térhálósodás során), valamint integrációt kínálnak a gyártásfelügyeleti és minőségi adatrendszerekkel. A belépő szintű gépek egyszerűbb relé alapú vagy analóg időzítőt és termosztátot használhatnak, amelyek korlátozzák a pontosságot és a nyomon követhetőséget, de csökkentik a költségeket.
Kulcsfontosságú folyamatparaméterek és hogyan befolyásolják az alkatrészminőséget
A gumipréselés minőségét három, egymástól függő folyamatparaméter szabályozza: hőmérséklet, nyomás és idő. A konzisztens gyártás alapja, ha ezeket egy adott gumikeverékhez és formakialakításhoz alkalmazzuk.
| Paraméter | Tipikus tartomány | Túl alacsony hatás | Túl magas hatás |
| Hőmérséklet | 150°C – 200°C | Undercure; puha, gyenge részek | Túlgyógyulás; ridegség, felületi degradáció |
| Nyomás | 5 – 15 MPa üregnyomás | Hiányos kitöltés; porozitás; rövid felvételek | Túlzott vaku; penész károsodás |
| Gyógyulási idő | 2-20 perc (vegyülettől függően) | Undercure; ragadósság; rossz mechanikai tulajdonságok | Reverzió (NR-ben); elvesztegetett ciklusidő |
A kikeményedési idő vegyület-specifikus, és a gyártás megkezdése előtt reométer-teszttel kell meghatározni (olyan eszközökkel, mint például az MDR – mozgó szerszám-reométer). A reométer kikeményedési görbét hoz létre, amely egy adott hőmérsékleten az optimális kikeményedési időt (T90 – a maximális nyomaték 90%-ának eléréséig eltelt idő) mutatja. Az alkatrészek túlkeményedés helyett T90-on történő futása csökkenti a ciklusidőt és az energiafogyasztást a mechanikai tulajdonságok veszélyeztetése nélkül. Számos gyártóüzem tárolja a reométeres térhálósítási adatokat a PLC-s kikeményedési receptjeik mellett, hogy fenntartsa a nyomon követhetőséget, és lehetővé tegye a gyors receptúra beállítását, amikor a nyersanyag tételek változnak.
A gumipréselő gépek típusai
A gumipréselő gépek többféle szerkezeti és működési konfigurációban állnak rendelkezésre, amelyek mindegyike különböző gyártási méretekhez és alkatrészigényekhez igazodik.
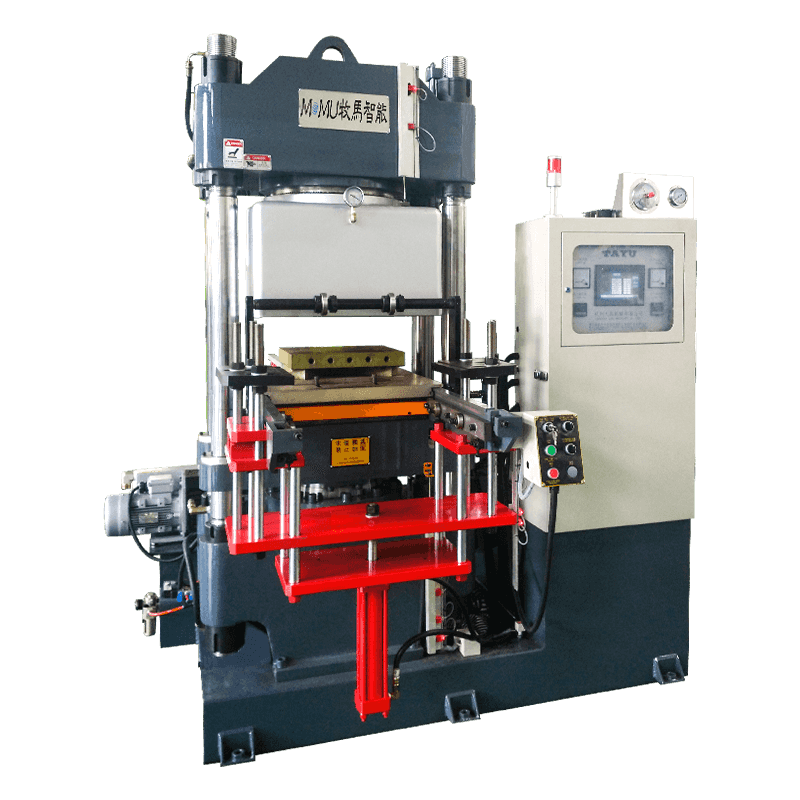
- Nappali megnyomás: A legelterjedtebb konfiguráció, egy-egy felső és alsó lappal, amelyek egyetlen művelettel nyílnak és záródnak. Egyszerűen kezelhető és karbantartható, és alkalmas a legtöbb szabványos gumialkatrész gyártására. Méretben kapható az asztali laboratóriumi modellektől a nagy ipari présekig.
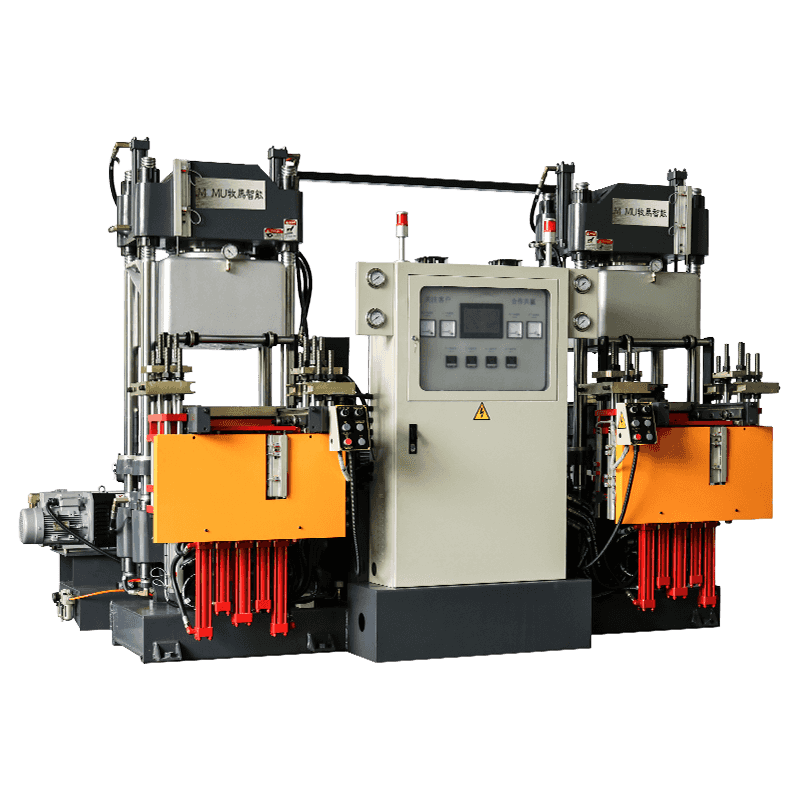
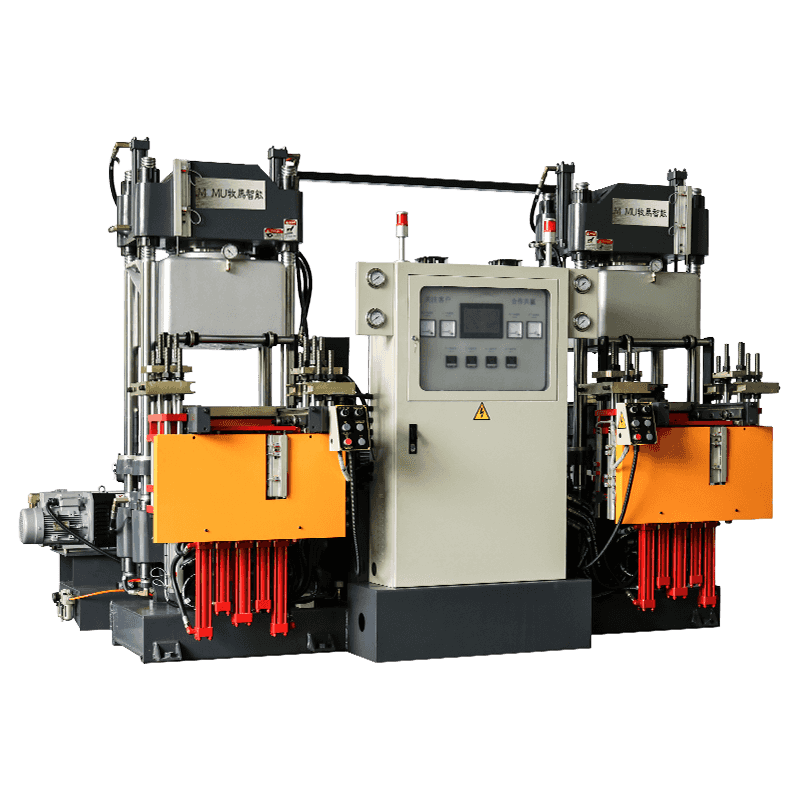
- Nappali sajtó: Több formanyitó szinttel (nappali fényekkel) rendelkezik, amelyek függőlegesen vannak egymásra rakva egyetlen préskereten belül, lehetővé téve több forma egyidejű kikeményítését egyetlen préselési ciklusban. Jelentősen növeli a gép alapterületére vetített teljesítményt, és széles körben használják nagy mennyiségű tömítés- és tömítésgyártásban.
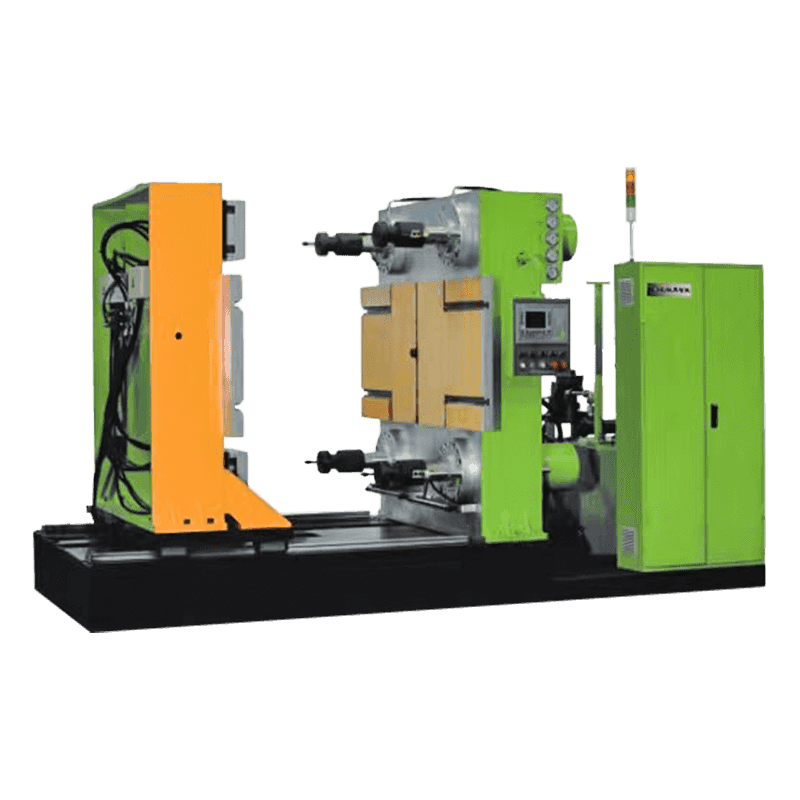
- Forgóasztal prés: Forgó formázási állomásokat használ, amelyek a betöltési, préselési és kirakodási pozíciókat indexálják. Lehetővé teszi a folyamatos működést, csökkentett kezelői állásidővel a ciklusok között, kiválóan alkalmas kis és közepes alkatrészek nagy volumenű gyártására.
- Vákuumos présformázó gép: Az öntőforma körüli vákuumkamrával felszerelt gépek kiszívják a levegőt a formaüregből a zárás előtt és alatt. Ez megakadályozza a levegő beszorulását a gumiba, ami kritikus fontosságú a szilikon alkatrészek és más olyan alkalmazások esetében, ahol a porozitás elfogadhatatlan – például orvosi eszközök, élelmiszerrel érintkező tömítések és nagy teljesítményű membránok.
- Négyoszlopos hidraulikus prés: Négy függőleges vezetőoszlopot használ a nyomólap területén a pontos párhuzamosság érdekében a formazárás során. Előnyben részesített nagyméretű vagy precíziós formákhoz, ahol a nyomólap elhajlása vagy eltolódása egyenetlen villogást, elválasztóvonal eltérést vagy méretváltozást okozna a szerszámon belül.
Kompressziós fröccsöntés kontra átviteli és fröccsöntés gumihoz
A gumigyártók gyakran szembesülnek azzal a döntéssel, hogy a préselés, átvitel vagy fröccsöntés a megfelelő eljárás egy adott alkatrész esetében. Mindegyiknek egyértelmű előnyei és korlátai vannak, amelyeket a gyártási mennyiség, az alkatrész összetettsége, az anyagtípus és a szerszámköltség alapján kell értékelni.
| Tényező | Tömörítés | Átadás | Injekció |
| Szerszámköltség | Alacsony | Közepes | Magas |
| Ciklusidő | Hosszabb | Közepes | Legrövidebb |
| Anyaghulladék | Mérsékelt (villanó) | Mérsékelt (edény/sprue) | Alacsony |
| Alkatrész összetettsége | Alacsony to Medium | Közepes | Magas |
| Beillesztési forma | Kiváló | Jó | Korlátozott |
| Kötet Alkalmasság | Alacsony to medium | Közepes | Magas volume |
| Kezelői készség szükséges | Mérsékelt | Mérsékelt | Magaser |
A kompressziós fröccsöntés folyamatosan nyeri a szerszámköltséget és a lapka-öntési rugalmasságot, ezért továbbra is ez a domináns folyamat a prototípus-fejlesztés, a rövid gyártási ciklusok és a fém- vagy szövetragasztást igénylő alkatrészek esetében. A nagyon nagy volumenű alkalmazásoknál, ahol az alkatrészenkénti munkaerőköltség válik a domináns gazdasági tényezővé, a fröccsöntés automatizált ciklusa és minimális vakolási igény általában indokolja a nagyobb felszerelési és szerszám-befektetést.
Mit kell értékelni a gumipréselő gép kiválasztásakor
A megfelelő gép kiválasztása megköveteli a termékspecifikációk, a gyártási mennyiségek, a gumikeverékek és a működési környezet gondos összehangolását. Az alul meghatározott berendezések vásárlása szűk keresztmetszetek kialakulásához vezet; a túlzott specifikáció pazarolja a tőkét. A következő kritériumoknak kell vezérelniük minden komoly értékelést:
- Szorító erő: Számítsa ki a szükséges űrtartalmat a tervezett üregnyomás (a legtöbb gumikeverék esetében jellemzően 7-12 MPa) és az összes üreg teljes előrevetített területe és a szerszámban lévő felfújási terület szorzata alapján. Mindig tartalmazzon legalább 20%-os biztonsági ráhagyást, hogy alkalmazkodjon a keverékek és a formák közötti eltérésekhez.
- Lap mérete: A nyomólapnak elég nagynak kell lennie ahhoz, hogy elférjen a legnagyobb öntőformában, és minden oldalon szabad hely a rögzítéshez és a hő egyenletességéhez. A szabványos nyomólapméretek 200 × 200 mm-től kis laboratóriumi présekhez, 1200 × 1200 mm-es vagy nagyobb méretűek az ipari gyártógépekhez.
- A hőmérséklet egyenletessége: Kérje le a gyártó laphőmérséklet-egyenletességi specifikációját, és lehetőség szerint ellenőrizze azt függetlenül. A precíziós szilikon vagy orvosi minőségű gumialkatrészek esetében elengedhetetlen a ±2°C-os vagy jobb egyenletesség a teljes lemezfelületen.
- Nyitás nappal: A nyitott lapok közötti maximális távolságnak meg kell felelnie az öntőforma magasságának, valamint az alkatrészek eltávolításához és betöltéséhez szükséges szabad térnek. Az elégtelen napfény a kezelőket kényelmetlen helyzetbe kényszeríti, ami lelassítja a ciklusidőt és növeli az ergonómiai kockázatot.
- A vezérlőrendszer kifinomultsága: Értékelje, hogy a PLC recepttárolási, adatnaplózási és távfelügyeleti képességei megfelelnek-e az Ön minőségirányítási és nyomonkövetési követelményeinek. Az olyan iparágakban, mint az autóipar (IATF 16949) és az orvosi (ISO 13485) olyan speciális folyamatdokumentációs elvárások vannak, amelyeket az egyszerűbb gépek nem tudnak támogatni.
- Értékesítés utáni támogatás és pótalkatrészek elérhetősége: A hidraulikus tömítések, fűtőelemek és vezérlőelemek idővel elhasználódnak. Győződjön meg arról, hogy a gyártó vagy egy helyi forgalmazó tart fenn alkatrészkészletet, és tud műszaki támogatást nyújtani az Ön gyártási környezetének megfelelő válaszidőn belül.
Karbantartási eljárások, amelyek meghosszabbítják a gép élettartamát és védik az alkatrészminőséget
A gyártási körülmények között működő gumipréselő gép folyamatos hőciklusnak, hidraulikus nyomásterhelésnek és gumikeverék-szennyeződésnek van kitéve. A fegyelmezett karbantartási rutin nem kötelező – ez a különbség egy olyan gép között, amely 20 évig egyenletes teljesítményt ad, és egy olyan gép között, amely öten belül hibákat és állásidőt produkál.
- Naponta: Tisztítsa meg a lemezfelületeket és a szerszámok elválasztó felületeit a vakolattól és a keverékmaradványoktól megfelelő leválasztószerrel és nem koptató eszközökkel. Ellenőrizze a hidraulikafolyadék szintjét, és ellenőrizze, hogy vannak-e látható szivárgások a hengertömítések és szerelvények körül. Ellenőrizze a lemez hőmérsékletét egy kalibrált hőelem segítségével.
- Heti: Ellenőrizze a hidraulikafolyadék állapotát és a szűrő állapotát. Ellenőrizze a vezetőoszlopokat és a nyomólap párhuzamosságát. Ellenőrizze, hogy minden biztonsági reteszelés – beleértve a vészleállítókat, a fényfüggönyöket és a nyomáshatároló szelepeket – megfelelően működik-e.
- Havi: Kalibrálja a hőmérséklet-szabályozókat és a hőelemeket egy nyomon követhető referencia alapján. Vizsgálja meg a fűtőelem ellenállását, hogy azonosítsa az élettartamuk végéhez közeledő elemeket, mielőtt a gyártás meghibásodna. Ellenőrizze a hidraulika hengerek tömítéseit, hogy nincsenek-e könnyezés jelei.
- Évente: Teljes hidraulika folyadék csere és szűrőcsere. A lemez síkságának mérése és szükség esetén korrekciója. Az elektromos rendszer teljes körű ellenőrzése, beleértve a kapocstömörséget, a szigetelési ellenállást és a PLC akkumulátor cseréjét.
A gumipréselő gép hosszú távú tőkebefektetés, amelynek megtérülése a folyamatfegyelemtől és a gép minőségétől is függ. A produktív, költséghatékony gumisajtolás három pillére a megfelelő gépspecifikációnak a termékpalettájához való hozzáigazítása, az egyes keverékek pontos folyamatparamétereinek meghatározása, valamint a berendezések gyártói szabványoknak megfelelő karbantartása. Azok a gyártók, akik ezt a kombinációt helyesen alkalmazzák, a présöntés továbbra is az egyik legmegbízhatóbb és leggazdaságosabb gumiformázási eljárás marad.