Mi az a vákuumgumi vulkanizáló gép?
A vákuumgumi vulkanizáló gép egy speciális ipari prés, amely a nyers vagy kikeményítetlen gumikeverékeket szabályozott hő-, nyomás- és vákuumfeltételek kombinációjával keményíti. A "vulkanizálás" kifejezés a kémiai térhálósítási eljárásra utal, amely a puha, hajlékony gumit tartós, rugalmas és méretstabil anyaggá alakítja. A szokásos vulkanizáló présekben a hő és a nyomás önmagában hajtja végre a keményedési reakciót. A vákuumvulkanizáló gépekben a zárt vákuumkörnyezet hozzáadása eltávolítja a gumimasszából a kikeményedés előtt és közben a rekedt levegőt, nedvességet és illékony gázokat – lényegesen sűrűbb, egyenletesebb és hibamentes készterméket eredményez.
A vákuum funkció nem egyszerűen egy kiegészítő funkció; alapjaiban változtatja meg a gumigyártásban elérhető minőségi eredményeket. A légzsebek és a nedvességzárványok a porozitás, a hólyagképződés és a szerkezeti gyengeség leggyakoribb forrásai a vulkanizált gumialkatrészekben. Azáltal, hogy a szerszámüreget tipikusan -0,08 MPa és -0,1 MPa közötti vákuumszintre evakuálja a teljes formázási nyomás alkalmazása előtt, a gép ezeket a hibákat már a forrásnál kiküszöböli. Az eredmény kiváló felületkezeléssel, egyenletes belső sűrűséggel és jobb mechanikai teljesítménnyel rendelkező gumitermékek – olyan jellemzők, amelyek kritikusak a precíziós iparágakban, beleértve az autóipari tömítéseket, az orvosi eszközöket, a repülőgép-alkatrészeket és a nagy teljesítményű lábbelitalpakat.
A vulkanizálási folyamat: mi történik a gép belsejében
A vákuumgumi vulkanizáló gépen belüli műveletek sorrendjének megértése egyértelművé teszi, hogy a vákuumintegráció miért javítja olyan lényegesen a kimeneti minőséget. A folyamat több különálló szakaszban bontakozik ki, amelyeket a gép automatikusan vezérel egy programozható logikai vezérlőn (PLC) vagy érintőképernyős interfészen keresztül.
A ciklus a forma előkészítésével és betöltésével kezdődik. A kezelõ a kikeményítetlen gumikeveréket – elõre lemért nyersdarabok, lapok vagy elõformák formájában – a felmelegített formaüregbe helyezi. A forma részben bezárul, és a vákuumszivattyú működésbe lép, kiszívja a levegőt és a maradék nedvességet a formaüregből az integrált vákuumcsatornákon keresztül. Miután elérte a cél vákuumszintet, és egy beállított tartózkodási időn keresztül, jellemzően 15-60 másodpercig tartotta, a prés teljesen bezáródik, hogy a fröccsöntő nyomást kifejtse. A fűtött lemezeken átvezetett hő, az alkalmazott nyomás és a bezárt gázok hiánya együttesen egyenletesen hajtja végre a térhálósodási reakciót a gumimasszában. A beprogramozott térhálósodási idő letelte után – amely a gumikeverék típusától és az alkatrészvastagságtól függően egytől harminc percig változik – a prés kinyílik, a vákuum felszabadul, és a kikeményedett alkatrészt lebontják.
Ugyanilyen fontos a hőmérséklet-szabályozás pontossága. A modern vákuumvulkanizáló gépek ±1°C és ±2°C közötti tartományban tartják a lemezek hőmérsékletét a forma teljes felületén elektromos ellenállásfűtőelemek vagy gőzfűtésű lapok, valamint beágyazott hőmérséklet-érzékelők és zárt hurkú PID-szabályozók segítségével. Ez az egyenletesség biztosítja a konzisztens kikeményedést az egész termékben, kiküszöbölve az alul- vagy túl keményedő felületek kockázatát, amelyek akkor fordulhatnak elő, ha hőmérsékleti gradiens van a szerszámon keresztül.

Alapelemek és funkcióik
A vákuumgumi vulkanizáló gép teljesítménye kulcsfontosságú szerkezeti és funkcionális alkatrészeinek minőségétől és integráltságától függ. Minden elem meghatározott szerepet játszik a következetes, hibamentes vulkanizálás elérésében.
Fűtött lapok
A lapok lapos, merev lemezek, amelyek közé a formát összenyomják. A vákuumvulkanizáló gépekben a lemezeket kiváló minőségű acélból gyártják, beágyazott fűtőelemekkel vagy belső csatornákkal a gőzkeringtetéshez. A simaságtűrés kritikus fontosságú – az egyenetlen felülettel érintkező lap egyenetlen nyomáseloszlást eredményez a szerszámban, ami vastagságváltozásokhoz és az alacsony nyomású zónákban nem teljes kikeményedéshez vezet. A prémium gépek a munkafelületen 0,05 mm-en belüli síkságot határoznak meg, és többpontos hőmérséklet-érzékelőt használnak az esetleges termikus egyenetlenségek észlelésére és kompenzálására.
Vákuumos rendszer
A vákuumrendszer egy vákuumszivattyúból áll – jellemzően egy forgólapátos vagy szárazcsavaros típus –, amely egy lezárt áramkörön keresztül csatlakozik a formaüreghez, beleértve a vákuumvezetékeket, egy vákuumpuffertartályt, mágnesszelepeket és vákuummérőket. A puffertartály tárolja az előre kiürített térfogatot, így a formaüreg gyorsan a kívánt vákuumszintre hozható a szivattyú túlterhelése nélkül. Az öntőforma határfelületének vákuumtömítése a perifériás tömítésekkel vagy az O-gyűrűs csatornákkal valósul meg, amelyek a formaleválasztó vonalba vannak bedolgozva. Ennek a tömítőrendszernek az integritása alapvető fontosságú – minden szivárgás csökkenti az elérhető vákuumszintet és veszélyezteti a levegő eltávolításának hatékonyságát.
Hidraulikus vagy mechanikus szorítórendszer
A vulkanizálás során a formát zárva tartó szorítóerőt vagy hidraulikus hengerrendszer, vagy kisebb gépeknél mechanikus billenőmechanizmusok generálják. A hidraulikus rendszerek pontosabb és programozhatóbb nyomásszabályozást kínálnak, és alapfelszereltségnek számítanak a gyártási minőségű vákuumvulkanizáló gépekben. A szorítóerők 50 kN-tól a laboratóriumi vagy kis alkatrészeket gyártó gépekben egészen a 10 000 kN-ig terjednek az autóipari vagy ipari gumitermékek nagy ipari présgépeiben. A pontos nyomásszabályozás elengedhetetlen, mert mind az alul-, mind a túlnyomás hibás alkatrészeket okoz – villogást, méretpontatlanságot vagy feszültség okozta repedést.
PLC vezérlőrendszer
A modern vákuumvulkanizáló gépek programozható logikai vezérlőkkel és érintőképernyős ember-gép interfészekkel (HMI) vannak felszerelve, amelyek lehetővé teszik a kezelők számára, hogy tárolják, előhívják és figyeljék a különböző gumikeverékek és formakonfigurációk gyógyító programjait. Egy tipikus program egyetlen receptként tárolja a célhőmérsékletet, a kikeményedési időt, a vákuumszintet, a vákuum tartózkodási idejét és a szorítónyomást. A PLC valós időben figyeli az érzékelő visszacsatolását, és riasztásokat generál az eltérésekre, biztosítva a folyamat nyomon követhetőségét és az állandó tételenkénti minőséget.
A vákuumgumi vulkanizáló gépek típusai
A vákuumgumi vulkanizáló gépek többféle konfigurációban kaphatók, mindegyik különböző gyártási mennyiséghez, termékgeometriához és gumitípushoz igazodik. A megfelelő géptípus kiválasztása ugyanolyan fontos, mint a megfelelő folyamatparaméterek megadása.
| Gép típusa | Konfiguráció | A legalkalmasabb |
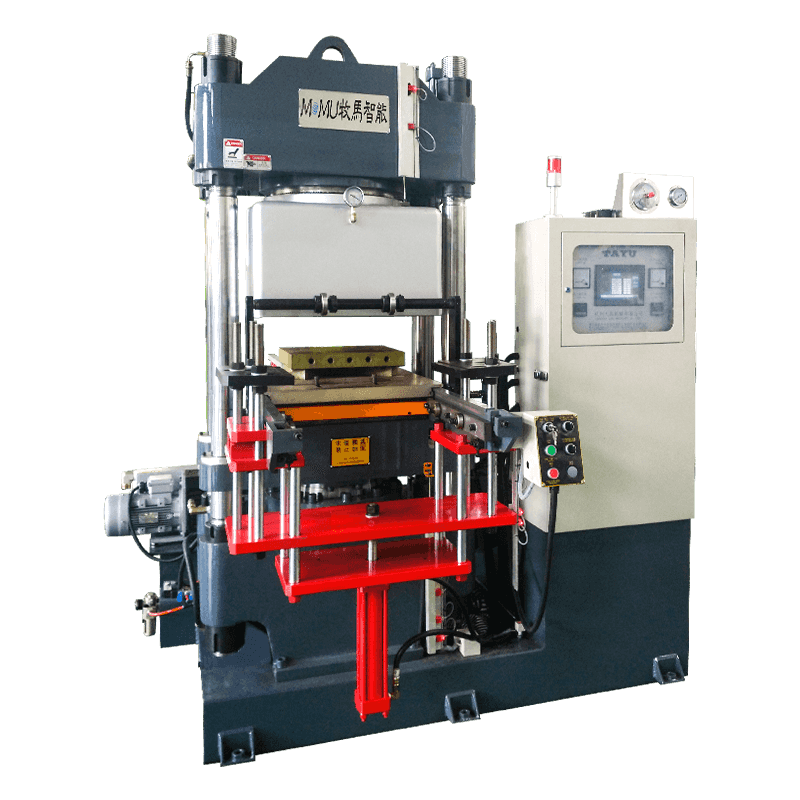
| Single-Daylight Flat Press | Egy formanyílás két lap között | Kis és közepes lapos gumi alkatrészek, tömítések, tömítések |
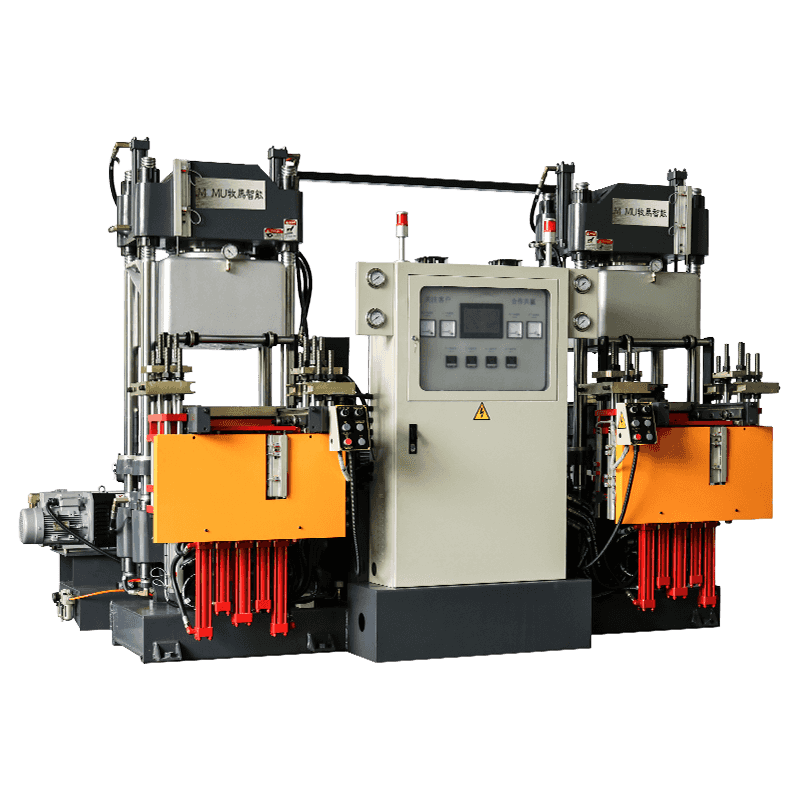
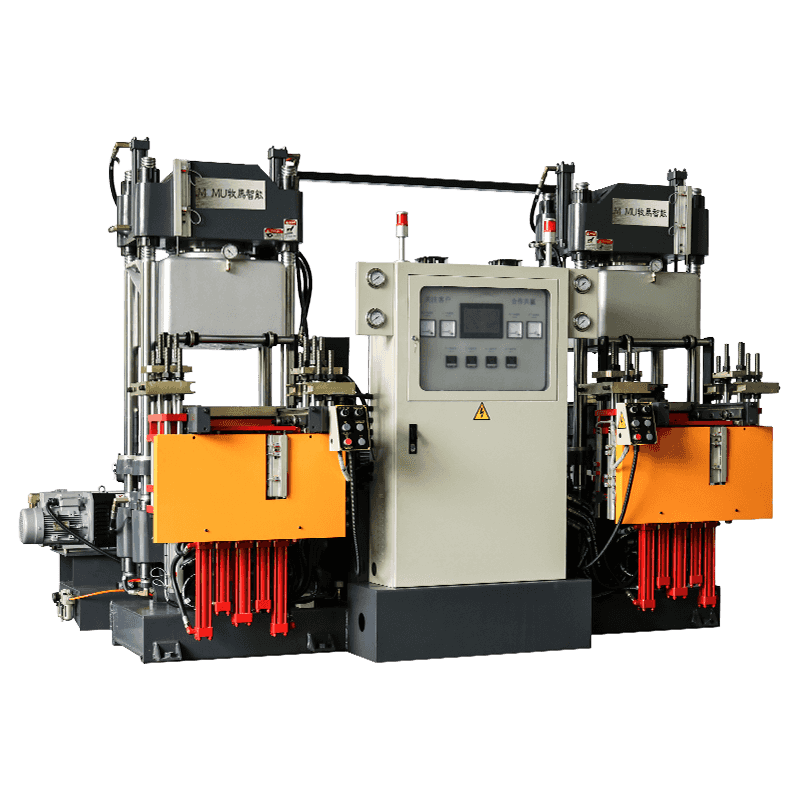
| Multi-Daylight Press | Több egymásra helyezett formanyílás egyetlen nyomásra | Lapos vagy vékony gumilemezek nagy volumenű gyártása |
| Rotary vagy Carousel Press | Forgó többállomásos platform fix hőforrással | Lábbeli talp, folyamatos gyártási környezetek |
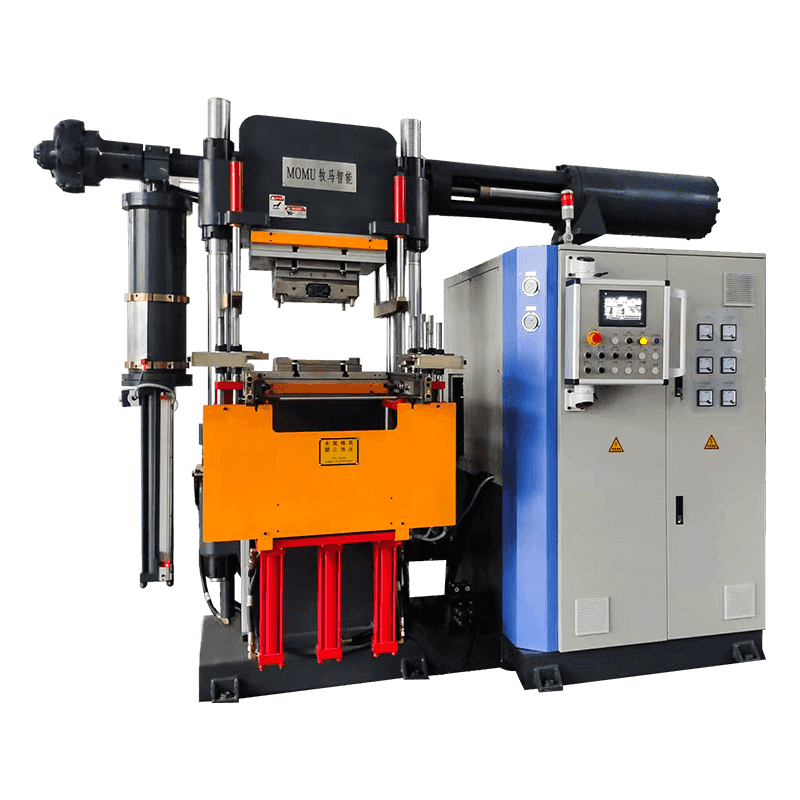
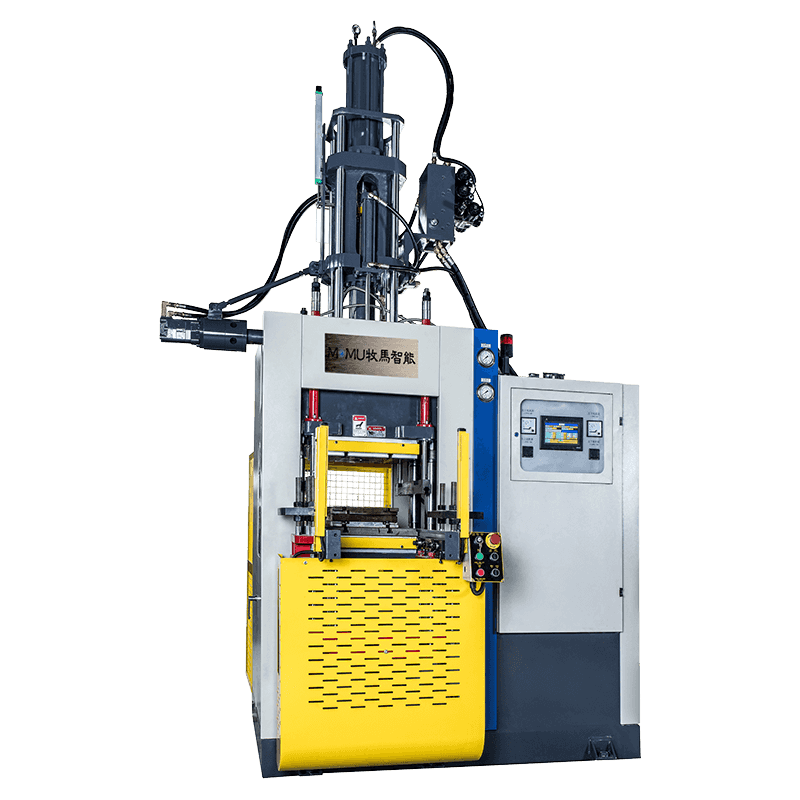
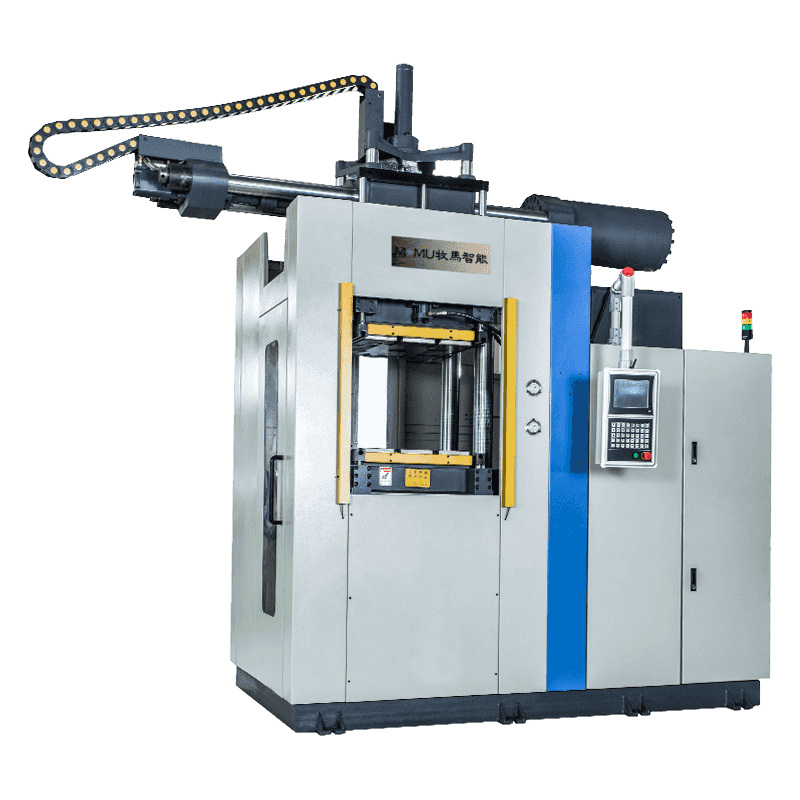
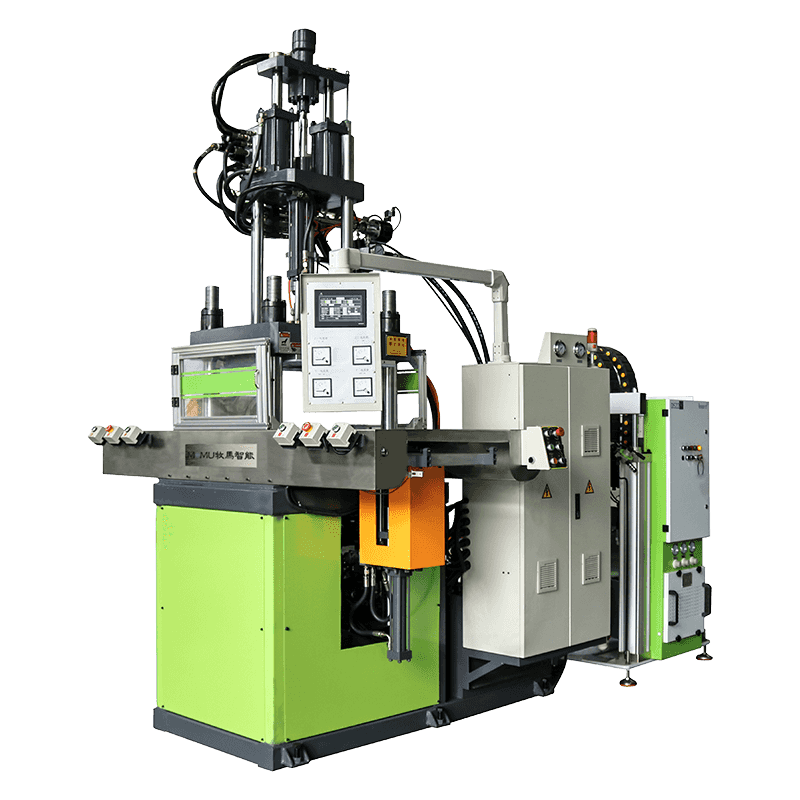
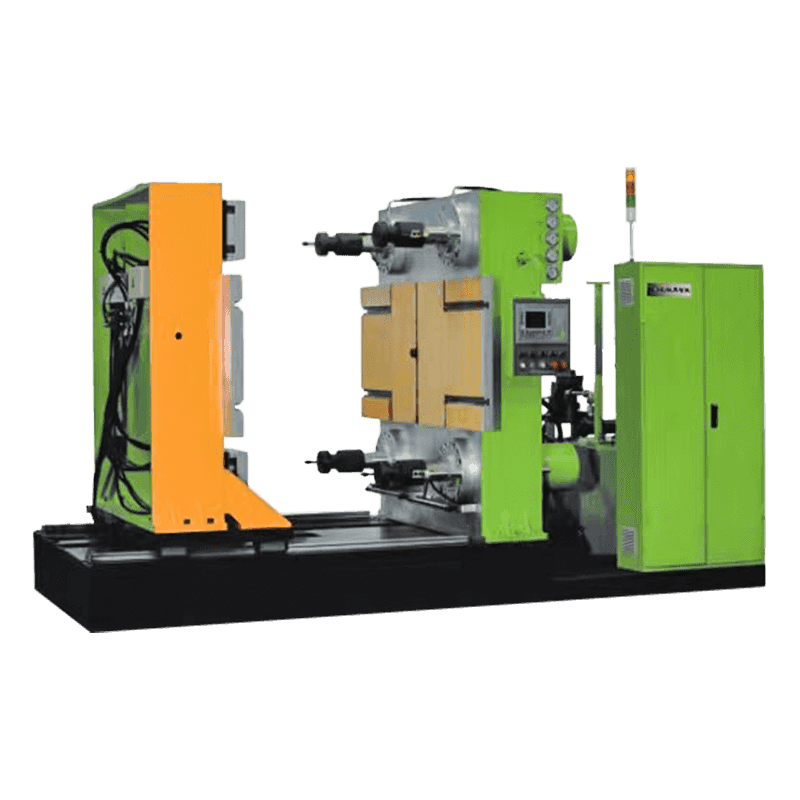
| Függőleges befecskendező prés | Nyomás alatt befecskendezett gumi zárt formába | Összetett 3D alkatrészek, ráöntött alkatrészek, műszaki gumi |
| Membrános vákuumprés | A rugalmas szilikon membrán vákuumot és nyomást hoz létre | Gumikötésű kompozitok, ívelt vagy szabálytalan aljzatok |
| Laboratóriumi / asztali prés | Kompakt egynapos fényű egység vákuum funkcióval | K+F, összetett tesztelés, kis prototípus-futtatások |
A vákuumvulkanizálás előnyei a szabványos préseléssel szemben
A hagyományos gumiprésekkel szembeni vákuum-képességbe való befektetést számos minőségi és termelési mutató mérhető fejlődése indokolja. Ezek az előnyök különösen akkor válnak jelentőssé, ha szűk mérettűréssel, összetett geometriával vagy teljesítménykritikus mechanikai tulajdonságokkal rendelkező precíziós alkatrészeket gyártanak.
- Porozitás és üregek megszüntetése: A levegő eltávolítása a kikeményedés előtt megakadályozza a belső buborékok és felületi gödrök képződését, amelyek csökkentik a gumialkatrészek szakítószilárdságát, nyúlását és tömítőképességét. Ez különösen fontos az O-gyűrűk, membránok és az orvosi minőségű gumitermékek esetében, ahol a belső integritás nem alku tárgya.
- Javított felületkezelés: A vákuumviszonyok lehetővé teszik, hogy a gumikeverék még teljesebben belefolyjon a formák finom részleteibe, élesebb éleket, tisztább szöveget vagy logót domborítva, valamint simább teljes felületet eredményezve, beszorult levegő foltok nélkül.
- Konzisztensebb mechanikai tulajdonságok: Az egyenletes sűrűség a kikeményedett alkatrészen konzisztens keménységet, szakítószilárdságot és nyomószilárdságot jelent a teljes tételben – ez kritikus a tömítéshez, rezgésszigeteléshez vagy teherhordó alkalmazásokhoz használt alkatrészek esetében.
- Csökkentett selejtezési és átdolgozási arány: Az ellenőrzés során észlelt hibák vagy a teljes alkatrész átdolgozását vagy selejtezését igénylik. A vákuumvulkanizálás jelentősen csökkenti a hólyagosodás, a porozitás és a rövid távú hibák előfordulását, csökkenti a selejt arányát, valamint a kapcsolódó anyag- és munkaerőköltségeket.
- Kompatibilitás nedvességre érzékeny vegyületekkel: Egyes speciális gumikészítmények, különösen a szilikongumi és bizonyos EPDM-vegyületek, különösen hajlamosak a maradék nedvesség által okozott felületi hólyagosodásra. A vákuumfeldolgozás megbízhatóan kiküszöböli ezt a meghibásodási módot anélkül, hogy további szárítási lépésekre lenne szükség.
- Jobb kötés a gumi-fém és a gumi-szövet szerelvényeknél: Ha a gumit közvetlenül fémbetétekre vagy szövetfelületekre vulkanizálják, a felületen megrekedt levegő megakadályozza a teljes tapadást. A préselés előtti vákuumos evakuálás bensőséges érintkezést biztosít a gumi és az alapfelület között, erősebb és megbízhatóbb kötéseket eredményezve.
Vákuumos vulkanizálásra támaszkodó iparágak és termékek
A vákuumgumi vulkanizáló gépek az iparágak széles körét szolgálják ki, ahol a gumitermékek minősége közvetlenül befolyásolja a biztonságot, a megbízhatóságot vagy a szabályozási megfelelést. A következő ágazatok jelentik a legjelentősebb alkalmazási területeket.
Autóipari tömítések és tömítések
Az autóipari gumi alkatrészeket, beleértve az ajtótömítéseket, az ablakcsatorna-tömítéseket, a motortömítéseket és a fékrendszer membránjait, vákuumvulkanizálással gyártják, hogy biztosítsák a méretek egységességét és a belső üregek hiányát, amelyek szivárgáshoz vagy idő előtti meghibásodáshoz vezethetnek. Az autóipar hibamentes minőségi filozófiája hatékonyan kötelezővé teszi a vákuumfeldolgozást a nagyobb OEM-eknek szállított, biztonság szempontjából kritikus tömítőalkatrészek esetében.
Orvosi és gyógyszerészeti alkalmazások
Az orvosi minőségű szilikon és gumi alkatrészek – beleértve a fecskendődugattyúkat, a szelepmembránokat, a légzőmaszkokat és a csöveket – meg kell feleljenek a szigorú tisztasági és szerkezeti integritási szabványoknak. A vákuumvulkanizálás kiküszöböli a beszorult levegővel kapcsolatos szennyeződési kockázatokat, miközben biztosítja a biokompatibilis termékekhez szükséges felületi simaságot és méretpontosságot. Számos orvostechnikai eszköz szabvány implicit módon előírja a vákuumfeldolgozást a formázott gumialkatrészek helyes gyártási gyakorlatának részeként.
Lábbelitalp gyártás
A cipőiparban a vákuumvulkanizáló préseket éles futófelület-definíciójú, egyenletes sűrűségű és a felső anyagokhoz erős tapadású gumi külső talpak előállítására használják. A vákuum funkció különösen értékes vastag profilú külső talpak formázásakor, ahol a levegő beszorulása a futófelület mély üregeiben állandó kihívást jelent a hagyományos préselés során. A körhinta típusú vákuumvulkanizáló prések széles körben használatosak Ázsia nagy volumenű lábbeligyáraiban erre az alkalmazásra.
Repülési és védelmi pecsétek
A repülőgép-hidraulikus rendszerekben, üzemanyagrendszerekben és környezetvédelmi szabályozásokban használt gumitömítéseknek és O-gyűrűknek meg kell felelniük a keménységre, a kompressziós készletre és a belső egyenletességre vonatkozó rendkívül szigorú tűréseknek. Ezeknél az alkatrészeknél a vákuumvulkanizálás bevett gyakorlat, mert a használat közbeni tömítés meghibásodása súlyos következményekkel jár. A repülési minőségű gumi specifikációk gyakran kifejezetten előírják a vákuumformázást a jóváhagyott gyártási folyamat részeként.
A gép kiválasztásakor értékelendő kulcstényezők
Egy adott gyártási alkalmazáshoz a megfelelő vákuumgumi vulkanizáló gép kiválasztása megköveteli a folyamatkövetelmények, a gyártási mennyiségek és a hosszú távú üzemeltetési szempontok szisztematikus értékelését. A legalacsonyabb vételár előnyben részesítése a teljes birtoklási költség értékelése nélkül gyakran ismétlődő minőségi problémákhoz és magasabb életciklus-költségekhez vezet.
- Lapméret és nappali nyílás: A munkalap méreteinek illeszkedniük kell a futtatni kívánt legnagyobb formához, megfelelő tartalékkal. A nappali nyílásnak – a nyitott lapok közötti maximális résnek – elegendőnek kell lennie a formamagassághoz és az alkatrészeltávolítási távolsághoz.
- Maximális szorítóerő: Számítsa ki a szükséges szorítóerőt úgy, hogy megszorozza a formaüreg kivetített területét a szükséges formázási nyomással (általában 5-20 MPa a gumikeveréktől és az alkatrész geometriájától függően). A gép névleges űrtartalmának kényelmesen meg kell haladnia ezt a számot.
- Elérhető vákuumszint és szivattyúteljesítmény: Győződjön meg arról, hogy a gép elérheti a -0,095 MPa vagy annál magasabb hőmérsékletet, és hogy a vákuumszivattyú kapacitása a formaüreg térfogatához van igazítva, így a cél vákuumszint elfogadható várakozási időn belül elérhető.
- Hőmérséklet-tartomány és egyenletességi specifikáció: Győződjön meg arról, hogy a maximális üzemi hőmérséklet lefedi a gumikeverék kötési hőmérsékletét, és kérjen dokumentált laphőmérséklet egyenletességi adatokat – ideális esetben ±2°C vagy jobb a teljes nyomólap felületén.
- Vezérlőrendszer és adatnaplózás: A minőségkritikus gyártáshoz előnyben részesítse a teljes folyamatadat-naplózással, receptkezeléssel és riasztási előzmények rögzítésével rendelkező gépeket. Ezek a képességek támogatják az ISO és az iparág-specifikus minőségbiztosítási rendszer követelményeit, és egyszerűsítik a kiváltó ok elemzését, amikor hibák jelentkeznek.
- Értékesítés utáni támogatás és pótalkatrészek elérhetősége: A vákuumrendszerek, a hidraulikus alkatrészek és a fűtőelemek rendszeres karbantartást és esetleges cserét igényelnek. Győződjön meg arról, hogy a gyártó vagy helyi képviselője azonnal be tudja szállítani a kritikus alkatrészeket, és tekintse át a garanciális feltételeket és a helyszíni szervizmérnökök elérhetőségét, mielőtt elkötelezné magát a szállító mellett.
A gép teljesítményét védő karbantartási gyakorlatok
A jól karbantartott vákuumgumi vulkanizálógép állandó minőséget és meghosszabbított élettartamot biztosít. A vákuum- és hidraulikus rendszerek rutin karbantartásának figyelmen kívül hagyása a teljesítmény fokozatos csökkenéséhez vezet, amit gyakran tévesen folyamat- vagy anyagproblémaként diagnosztizálnak, nem pedig gépproblémának.
- Ellenőrizze és cserélje ki a vákuumszivattyú olaját a gyártó által meghatározott időközönként – jellemzően 500-1000 üzemóránként –, mivel az olajszennyeződés jelentősen csökkenti a szivattyú hatékonyságát és az elérhető vákuumszintet.
- Minden gyártási folyamat előtt ellenőrizze a formatömítő tömítéseket és az O-gyűrűket, és azonnal cserélje ki, ha kopást, kompressziós készletet vagy sérülést észlel, mivel még a kisebb tömítésszivárgás is megakadályozza a cél vákuumszint elérését.
- Rendszeresen ellenőrizze a laphőmérséklet egyenletességét egy kalibrált többpontos hőelem méréssel, és kalibrálja újra a PID hőmérséklet-szabályozókat, ha az eltérések meghaladják a specifikációt.
- Figyelje a hidraulikaolaj állapotát és a szűrő állapotát, cserélje ki a szűrőket és a folyadékot a karbantartási ütemterv szerint, hogy megelőzze a szelepkopást és a henger szivárgását, amely a szorítóerő inkonzisztenciáját okozhatja.
- Tartsa tisztán a nyomólap felületeit, és mentes a gumi felhalmozódásától, mivel a felgyülemlett maradványok egyenetlen érintkezést hoznak létre a formákkal, és helyi nyomás- és hőmérsékletváltozásokat okoznak, amelyek rontják az alkatrész minőségét.