Mi az a gumipréselő gép?
A gumipréselő gép egy hidraulikus prés, amelyet kifejezetten gumikeverékek formázására terveztek, szabályozott hő és nyomás alkalmazásával zárt formaüregben. Ellentétben a fröccsöntéssel, ahol az anyagot egy csúszórendszeren keresztül kényszerítik a formába, a préselés során egy előre kimért gumitöltetet – úgynevezett előformát – helyeznek közvetlenül a nyitott formaüregbe. A prés ezután nagy hidraulikus nyomás alatt lezárja az öntőformát, miközben hőt fejt ki, aminek hatására a gumi folyni kezd, kitölti az üreget, és állandó, szilárd alakra vulkanizálódik. Az eredmény egy kész gumialkatrész, amely pontosan lemásolja a forma geometriáját.
Ezek a gépek alapvető fontosságúak az olyan iparágakban, amelyek precíziós gumialkatrészekre támaszkodnak: autóipari tömítőrendszerek, ipari tömítések, repülőgép-rezgéscsillapítók, orvosi eszközök alkatrészei, lábbelik talpai és fogyasztási cikkek. A kompressziós fröccsöntési eljárást egyszerűsége, a fröccsöntéshez képest viszonylag alacsony szerszámköltsége, valamint a gumikeverékek széles skálájához való alkalmassága miatt értékelik, beleértve a természetes gumit, a szilikont, az EPDM-et, a neoprént, a nitrilt (NBR) és a fluorelasztomereket (FKM). Maga a gép az az ellenőrzött környezet, amely lehetővé teszi a konzisztens, megismételhető vulkanizálást gyártási méretekben.
Alapvető működési elv: hő, nyomás és vulkanizálás
A gumipréselő gép működési elve három egymástól függő változó körül forog: hőmérséklet, nyomás és kikeményedési idő. Ezek együttesen határozzák meg, hogy az öntött gumialkatrész megfelel-e a tervezett fizikai specifikációinak, vagy alul-, túl keményedés vagy méretpontatlanság miatt meghibásodik.
A formát – jellemzően edzett acélból vagy alumíniumból megmunkálva – a hidraulikus prés felső és alsó lapja közé kell felszerelni. A lemezekbe ágyazott elektromos fűtőelemek vagy gőzkörök a formán keresztül adják át a hőt a gumitöltetnek. Ahogy a gumi felmelegszik, meglágyul és rugalmassá válik, majd a prés zárónyomása alatt folyik, hogy kitöltse az üreg minden kontúrját. Ezzel egyidejűleg a hő aktiválja a vulkanizálószereket (általában kénvegyületeket vagy peroxidokat) a gumikeveréken belül, kiváltva a polimer láncok térhálósodását. Ez a térhálósítás az, ami a puha, hőre lágyuló műanyaghoz hasonló nyersgumit rugalmas, méretstabil, tartósan formált komponenssé alakítja.
A pontos hőmérséklet-egyenletesség fenntartása a teljes lemezfelületen kritikus fontosságú. Az egyenetlen hőeloszlás eltérő térhálósodási sebességhez vezet egyetlen öntőformában, így egyenetlen keménységű alkatrészek, felületi hibák vagy belső üregek keletkeznek. A modern présformázó gépek PID (arányos-integrál-származék) hőmérséklet-szabályozókat használnak, hogy a lemez hőmérsékletét a beállított értékhez képest ±1°C-on belül tartsák a gyártási ciklus során.

A gumipréselő gépek fő típusai
A gumisajtoló fröccsöntő gépek többféle konfigurációban állnak rendelkezésre, amelyek mindegyike különböző gyártási környezetekhez, alkatrészméretekhez és automatizálási szintekhez illeszkedik.
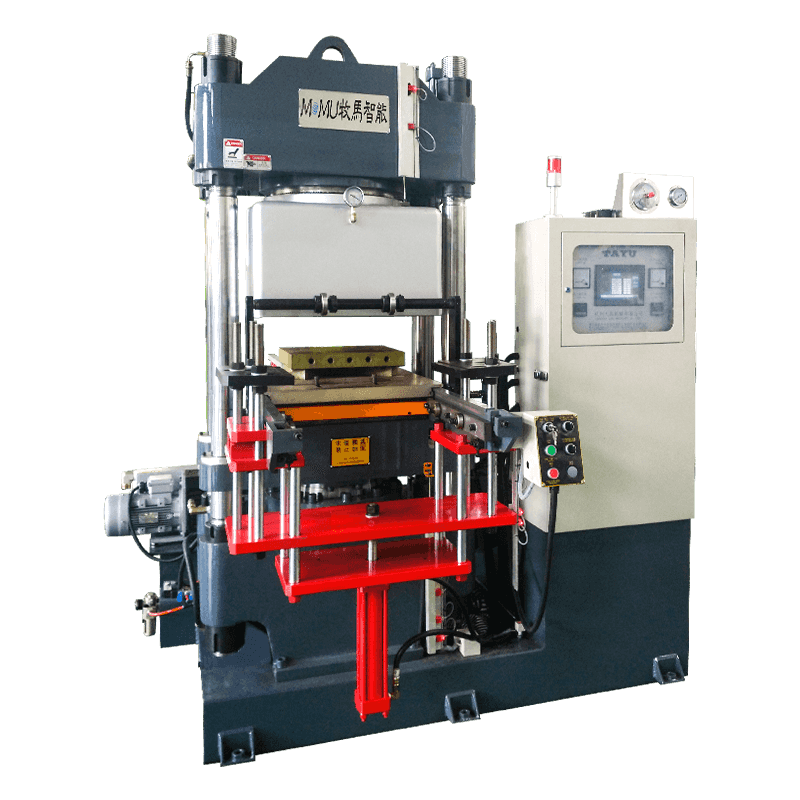
Single-Daylight Press
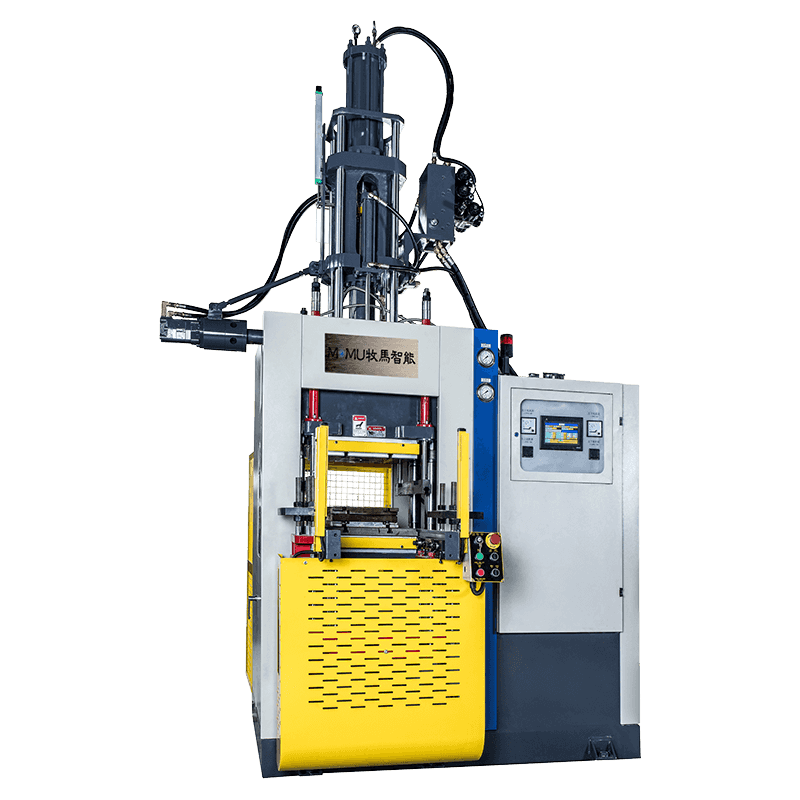
Az egyszeres napfényprésnek egy nyílása van a felső és az alsó nyomólap között, amely egyszerre egyetlen forma befogadására alkalmas. Ez a leggyakoribb konfiguráció kis-közepes gyártási sorozatok és viszonylag nagy egyedi alkatrészek öntéséhez. Egyszerű kezelést, egyszerű szerszámcserét és a kezelő közvetlen hozzáférést biztosít a formához az előforma betöltéséhez és az alkatrészek eltávolításához. Az egynapos prések az alkalmazástól függően 50 tonnától több mint 1000 tonnáig terjedő szorítóerővel állnak rendelkezésre.
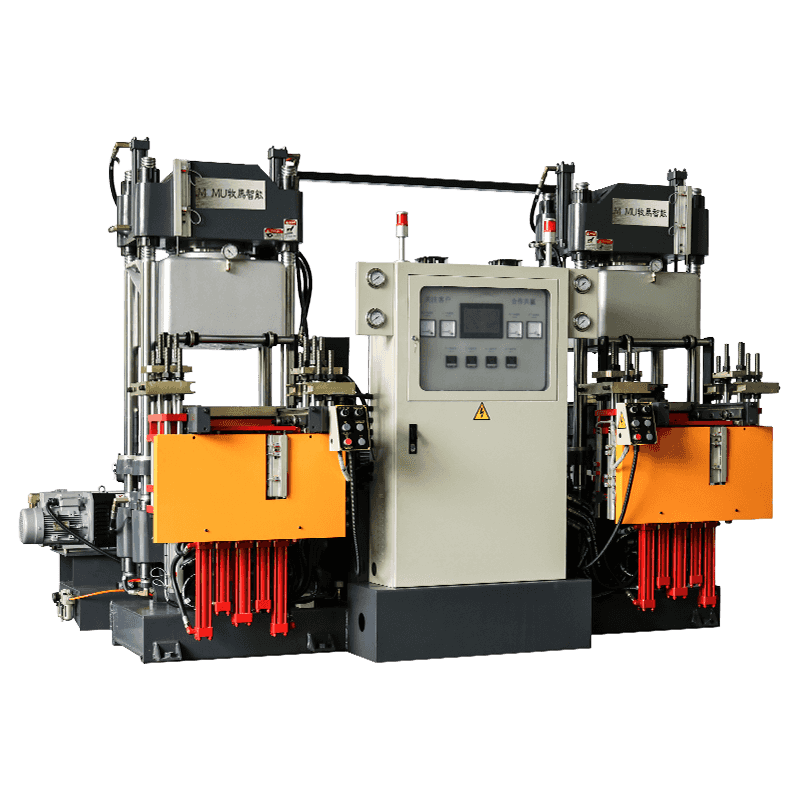
Multi-Daylight Press
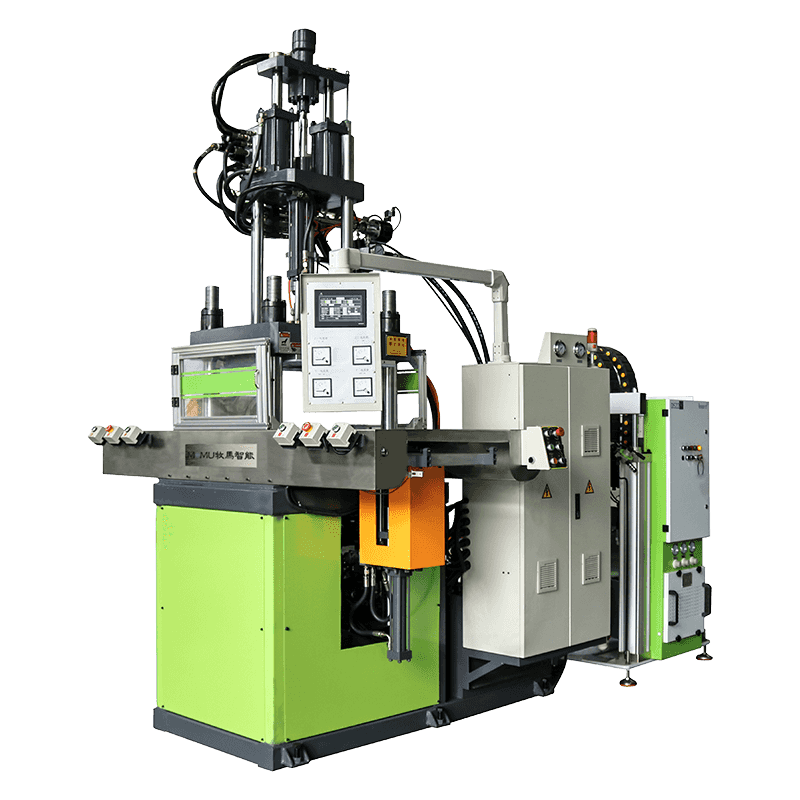
A többnapos fényű prések több, függőlegesen egymásra helyezett fűtött nyomólapot tartalmaznak, amelyek több formanyílást – vagy nappali fényt – hoznak létre, amelyek egyidejűleg működnek egyetlen lenyomási mozdulattal. Ez a konfiguráció drámaian növeli a ciklusonkénti teljesítményt anélkül, hogy további alapterületre vagy külön présekre lenne szükség. A négynapos prés hatékonyan megnégyszerezi az egyes gyártási ciklusokban aktív formaüregek számát, így rendkívül hatékony kis és közepes gumialkatrészek, például tömítések, O-gyűrűk, vibrációs tartók és tömítések nagy volumenű gyártásához.
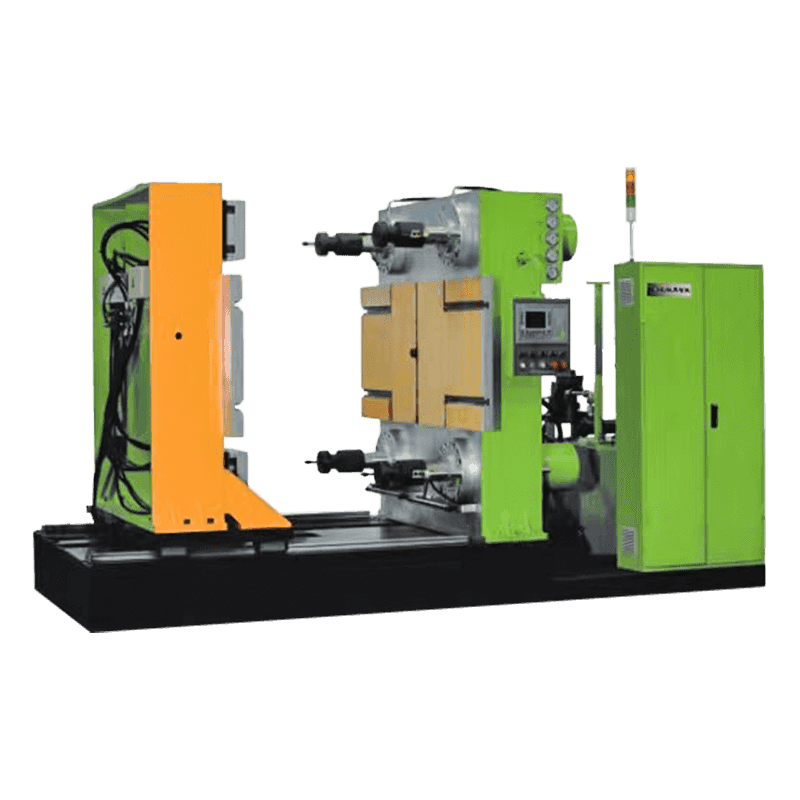
Forgó- vagy ingaasztalos prés
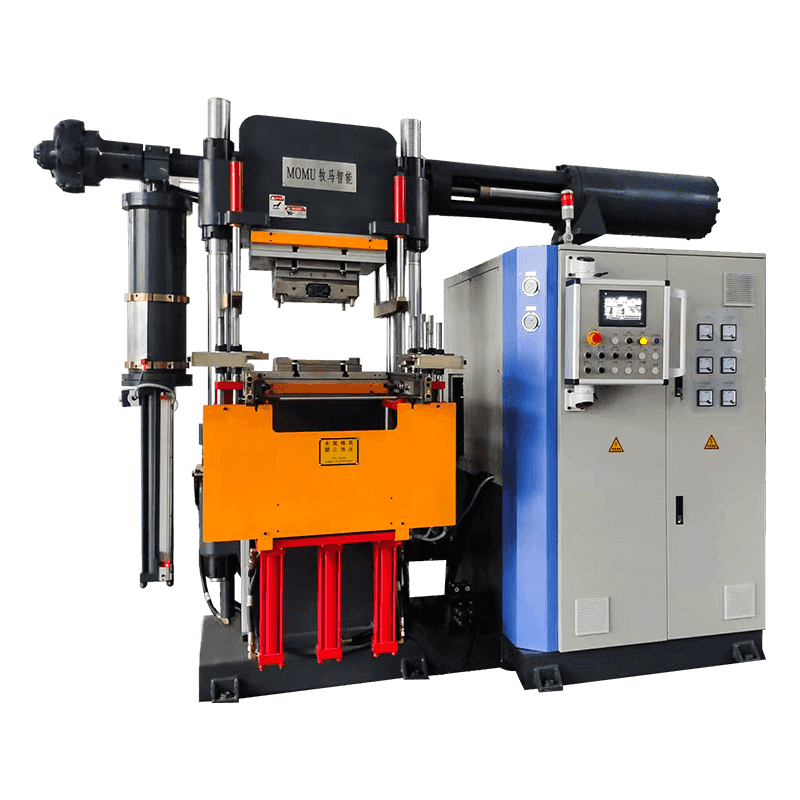
A forgó- és ingaasztalos préseket úgy tervezték, hogy javítsák a kezelő ergonómiáját és a ciklus hatékonyságát azáltal, hogy elválasztják a be- és kirakodási zónát a préselési zónától. A forgó forgótányér vagy csúszó sikló automatikusan vagy félautomatikusan mozgatja a formákat a présbe és ki a présből, lehetővé téve a kezelő számára az előformák betöltését és a kész alkatrészek eltávolítását egy biztonságos, hozzáférhető állomáson, miközben a prés befejezi a kikeményedési ciklust. Ez a kialakítás különösen hatékony nagy ütemű gyártási környezetekben, ahol a nem produktív nyitott idő minimalizálása prioritás.
Vákuumos kompressziós prés
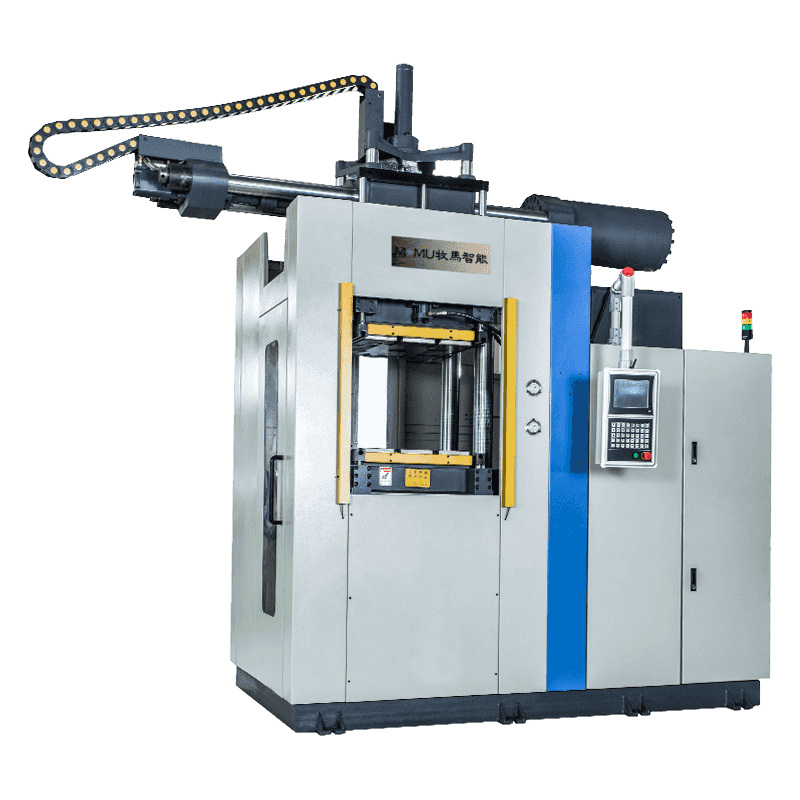
Üresmentes, nagy integritású gumialkatrészeket – például szilikon orvosi alkatrészeket, repülőgép-tömítéseket vagy nagyfeszültségű elektromos szigetelőket – igénylő alkalmazásoknál a vákuum-sajtolású fröccsöntő prések kiszívják a levegőt a formaüregből a préselési ciklus előtt és alatt. A formába szorult maradék levegő porozitást, hiányos kitöltést és felületi foltokat okozhat, amelyek kritikus alkalmazásoknál elfogadhatatlanok. A vákuumrendszer eltávolítja ezt a levegőt, mielőtt a gumi kifolyna és vulkanizálna, így biztosítva a sűrű, hibamentes alkatrészeket, amelyek megfelelnek a szigorú minőségi előírásoknak.
A legfontosabb műszaki adatok magyarázata
A megfelelő gumipréselő gép kiválasztásához meg kell érteni a képességeit meghatározó műszaki jellemzőket. A következő paraméterek a legkritikusabbak az értékeléshez:
| Specifikáció | Tipikus tartomány | Miért számít |
| Szorítóerő | 50-2000 tonna | Meghatározza a formaüreg nyomását és a vaku szabályozását |
| Lemezméret | 200×200mm – 1500×1500mm | Beállítja a maximális penészalapnyomot és az üregek számát |
| Hőmérséklet tartomány | 100°C – 250°C | Meg kell felelnie a vegyület vulkanizálási követelményeinek |
| Nappali nyitás | 200-800 mm | Alkalmaznia kell a forma magasságát és a biztonságos rakodási távolságot |
| Hőmérséklet egységessége | ±1°C – ±3°C | Kritikus a következetes térhálósodáshoz a teljes lemezterületen |
| Vezérlőrendszer | PLC érintőképernyős HMI | Lehetővé teszi a recepttárolást, folyamatfigyelést, riasztáskezelést |
A szorítóerő vitathatatlanul a legalapvetőbb specifikáció. Elegendőnek kell lennie ahhoz, hogy a formát teljesen zárva tartsa a gumikeverék által keltett belső nyomással szemben, amikor az lágyul és kitágul a melegítés során. Az elégtelen szorítóerő lehetővé teszi, hogy a forma kinyíljon, ami túlzott felvillanást okoz – vékony gumibordák az elválási vonalnál –, ami munkaigényes formázás utáni vágást igényel, és növeli az anyagpazarlást.
Kompressziós fröccsöntésre alkalmas gumikeverékek
Nem minden gumikeverék alkalmas egyformán a préselésre, és a gépet a megmunkálandó anyagnak megfelelően kell konfigurálni. A leggyakrabban feldolgozott vegyületek a következők:
- Természetes gumi (NR): Kiváló mechanikai tulajdonságok és rugalmasság; széles körben használják ipari és autóipari alkalmazásokban; 150-170°C-on könnyen vulkanizálódik.
- Szilikon (VMQ/HCR): Kiváló hőállóság (-60°C és 230°C között), biokompatibilitás és időjárásállóság; pontos hőmérsékletszabályozást igényel jellemzően 160-180°C tartományban; széles körben használják orvosi és élelmiszerrel érintkező alkalmazásokban.
- EPDM: Kiváló ózon-, UV- és időjárásállóság; általánosan használt kültéri tömítésekhez, tömítésekhez és tetőfedő profilokhoz; jellemzően 160-180°C-on formázzák.
- Nitril (NBR): Kiváló olaj- és üzemanyag-ellenállás; az autóipari olajtömítések, üzemanyagrendszer-alkatrészek és hidraulikus tömítések szabványos anyaga; 150-170°C-on formázzuk.
- Fluorelasztomer (FKM/Viton): Kivételes ellenállás hővel, vegyszerekkel és üzemanyagokkal szemben; igényes repülési, autóipari és vegyi feldolgozási alkalmazásokban használják; magasabb, 175–200°C-os formázási hőmérsékletet és hosszabb kikeményedési ciklust igényel.
- Neoprén (CR): Jó egyensúly az olajállóság és az időjárásállóság között; tömlőkhöz, övekhez és kábelköpenyekhez használják; 150-170°C-on formázzuk.
Automatizálási és vezérlési jellemzők a modern gépekben
A modern gumipréselő gépek messze túlmutattak az egyszerű, kézi vezérlésű hidraulikus préseken. A mai gépek kifinomult automatizálási és digitális vezérlési funkciókat tartalmaznak, amelyek javítják a folyamatok konzisztenciáját, csökkentik a kezelői függőséget, és lehetővé teszik a szélesebb körű gyárirányítási rendszerekbe való integrációt.
PLC-alapú folyamatvezérlés
A programozható logikai vezérlők (PLC) kezelik a teljes préselési ciklust – zárási sebességet, nyomásemelkedést, kötési időt, nyitási sorrendet és kilökést – a tárolt receptek alapján. Minden gumikeverék és formakombináció saját tárolt programmal rendelkezhet, amely lehetővé teszi a kezelők számára, hogy a paraméterek kézi visszaállítása helyett egyszerűen válassza ki a megfelelő receptet a HMI érintőképernyőjén. A recept alapú vezérlés kiküszöböli a beállítási hibákat, és biztosítja, hogy minden gyártási futás az érvényesített alapvonalról induljon.
Automatikus villanástalanítás és gáztalanítás
Sok gép tartalmaz programozható gáztalanítási szekvenciákat – a prés rövid, ellenőrzött nyitását a keményedési ciklus korai szakaszában –, amelyek lehetővé teszik a rekedt levegő és az illékony anyagok kijutását a formából a végső lezárás és a teljes kikeményedés előtt. Ez különösen fontos vastag vagy összetett részeknél, ahol a belső porozitás gyakori hiba. Egyes prések robotkarokat vagy mechanikus tisztítószerszámokat is tartalmaznak, amelyek azonnal eltávolítják a vakut az alkatrészekről a szétszerelés után, csökkentve ezzel a kézi befejező munkát.
Adatnaplózás és minőségi nyomon követhetőség
Az ipari kompressziós prések egyre gyakrabban tartalmaznak olyan adatnaplózási lehetőségeket, amelyek rögzítik a hőmérsékletet, a nyomást, a ciklusidőt és a riasztási eseményeket minden gyártási ciklusban. Ez a nyomon követhetőség kritikus fontosságú az olyan szabályozott iparágakban, mint az orvosi eszközök és a repülőgépipar, ahol a gyártási nyilvántartásokat meg kell őrizni és ellenőrizni kell. A valós idejű felügyeleti műszerfalak lehetővé teszik a gyártásfelügyelők számára, hogy nyomon kövessék a gép teljesítményét több préselés során egyidejűleg, és azonosítsák az eltéréseket, mielőtt azok hibás tételeket eredményeznének.
Hogyan válasszuk ki a megfelelő gépet az alkalmazáshoz
A gumisajtoló fröccsöntő gép kiválasztása többváltozós döntés, amelyet az Ön egyedi termékkövetelményei, gyártási mennyiségei és anyagtípusai határoznak meg, nem pedig a gép költsége. Szisztematikusan dolgozza ki a következő szempontokat:
- Határozza meg az alkatrész geometriáját és a forma méretét: A nyomólap méreteinek kényelmesen illeszkedniük kell az öntőformához, minden oldalon szabad térrel. Többüregű formák esetén számítsa ki a teljes vetített területet a szükséges minimális szorítóerő meghatározásához.
- Határozza meg a gumikeveréket: Erősítse meg a vegyület vulkanizálási hőmérséklet-tartományát és kötési idejét. Gondoskodjon arról, hogy a gép fűtési rendszere elérje és fenntartsa ezt a hőmérsékletet a teljes lapon az Ön minőségi szabványaihoz szükséges egyenletességgel.
- A termelési mennyiség felmérése: A kis alkatrészek nagy volumenű gyártása a többnapos fényű konfigurációk vagy a forgóasztal automatizálás előnyeit élvezi. A kis-közepes térfogatú nagy vagy összetett alkatrészek általában megfelelnek a recept-alapú PLC-vezérlésű, egynapos sajtónak.
- Vegye figyelembe a minőségi követelményeket: Az üregmentes alkatrészeket igénylő alkalmazásokhoz – orvosi, űrhajózási, nagyfeszültségű elektromos berendezésekhez – vákuummal segített préselés szükséges. Factor vákuumrendszer integrálása az Ön specifikációjába és költségvetésébe a kezdetektől fogva.
- Értékelje az értékesítés utáni támogatást: A gumikompressziós gépek rendszeres karbantartást igényelnek a hidraulikus rendszereken, fűtőelemeken és vezérlőelemeken. Az elérhető műszaki támogatással, a rendelkezésre álló pótalkatrészekkel és a helyi szervizképességgel rendelkező beszállító kiválasztása megvédi a gyártási üzemidőre fordított befektetését a gép élettartama során.
A gumipréselő gép egy hosszú távú tőkebefektetés, amelynek megtérülése teljes mértékben attól függ, hogy képességeit a gyártási folyamat igényeihez igazítja. Ha időt szán a helyes megadásra – a legalacsonyabb költségű opció alapértelmezett beállítása helyett – folyamatosan jobb alkatrészminőséget, alacsonyabb selejtezési arányt és megbízhatóbb átvitelt biztosít a gép élettartama során.