Mi az a folyékony szilikon forma szorítógép?
A folyékony szilikon forma szorító gép egy speciális fröccsöntő rendszer, amelyet kifejezetten a folyékony szilikongumi (LSR) feldolgozására terveztek. A hagyományos hőre lágyuló fröccsöntő gépekkel ellentétben az LSR szorítógépeket úgy tervezték, hogy kezeljék a folyékony szilikon egyedi reológiai és termikus tulajdonságait – egy kétkomponensű anyag, amely szobahőmérsékleten folyékony marad, és vulkanizálódik (kikeményszik), ha egy zárt formában lévő hőhatásnak teszik ki. A gép pontosan szabályozott nyomás alatt összeszorítja a formafelet, befecskendezi a kevert LSR-vegyületet a formaüregbe, hőt alkalmaz a kioldáshoz, majd kinyitja a kész alkatrészt.
Ezeket a gépeket széles körben használják az orvosi eszközök gyártásában, az autóipari alkatrészekben, a fogyasztói elektronikában, a babatermékekben és az ipari tömítési alkalmazásokban. Az a képességük, hogy rendkívül precíz, villanásmentes szilikon alkatrészeket állítanak elő nagy mennyiségben, minimális hulladékkal, nélkülözhetetlen berendezéssé teszik őket mindenhol, ahol gyártási léptékű LSR alkatrészekre van szükség.
Hogyan működik a formarögzítő rendszer az LSR feldolgozásban
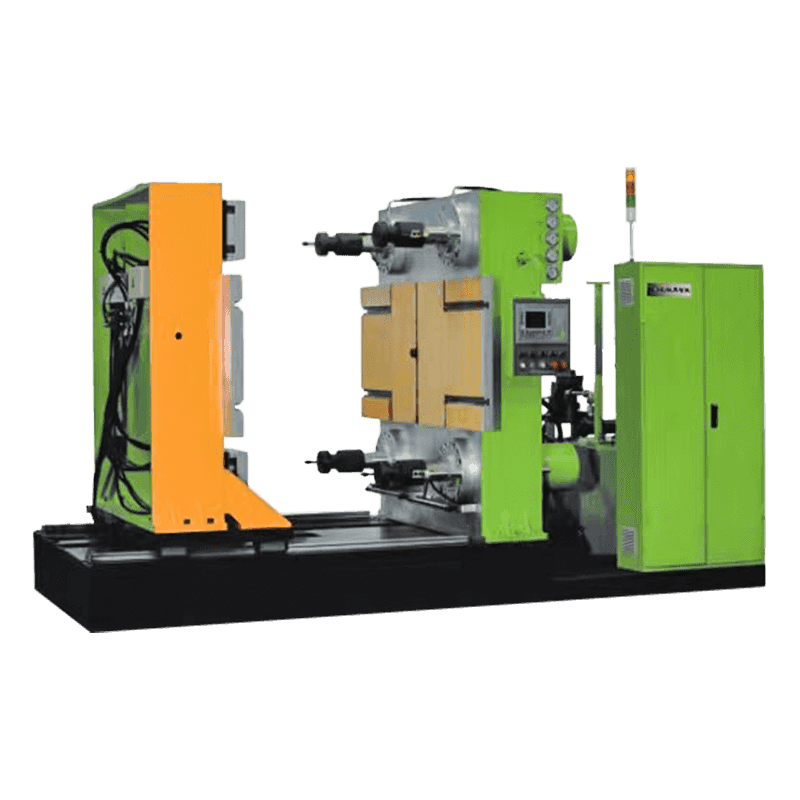
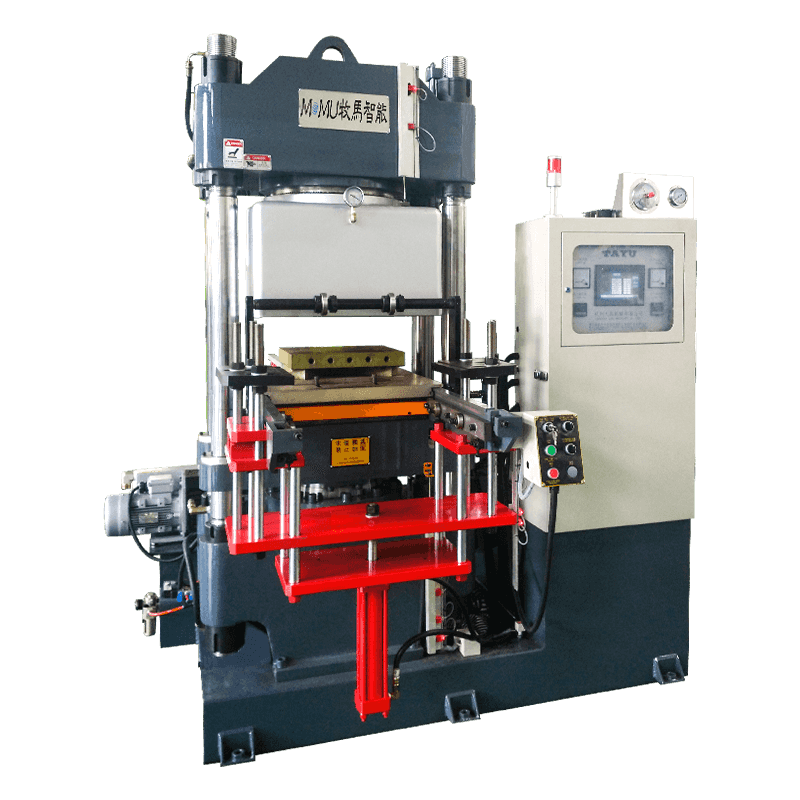
A szerszámbefogó egység bármely folyékony szilikon fröccsöntő gép szerkezeti magja. Elsődleges feladata az öntőforma két felét kellő erővel összefogni ahhoz, hogy ellenálljon az anyagfeltöltés során kifejtett fröccsnyomásnak. Az LSR fröccsöntésnél a fröccsnyomás jellemzően alacsonyabb, mint a hőre lágyuló fröccsöntésnél, de a szorítórendszer továbbra is kritikus szerepet játszik a tökéletesen tömített formaüreg biztosításában, amely megakadályozza a felvillanást – a felesleges anyag vékony rétegét, amely az elválasztó vonalakon képződik, amikor a szorítóerő nem elegendő.
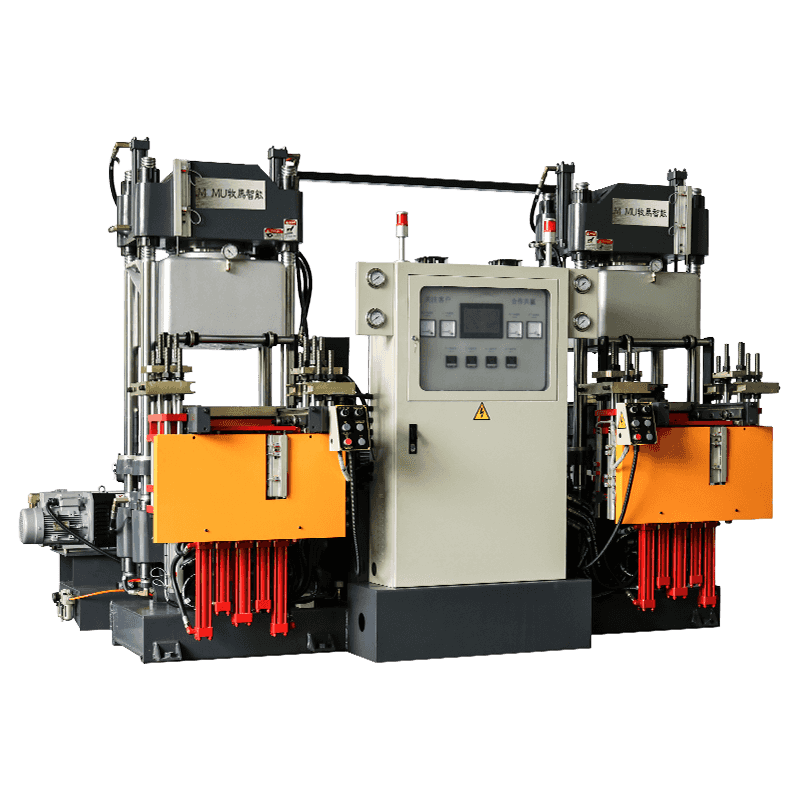
A legtöbb folyékony szilikon szerszámbefogó gép hidraulikus vagy szervo-elektromos billenő befogó mechanizmust használ. A billenőrendszer megsokszorozza a hidraulikus henger vagy szervomotor által generált erőt egy mechanikus összeköttetésen keresztül, így viszonylag kompakt működtetőelemekkel nagyon nagy befogási tonnát ér el. A befecskendezés során a szorítórendszer zárt helyzetbe zárja a formát, állandó nyomást fenntartva a teljes töltési és kikeményedési ciklus alatt. Amint a vulkanizálás befejeződött, a bilincs kinyílik, és egy kilökőrendszer – jellemzően pneumatikus vagy mechanikus – kiszabadítja a kész alkatrészt a formaüregből.
Mivel az LSR-t hidegen kell tartani a hordóban és a befecskendező rendszerben (az idő előtti kikeményedés megelőzése érdekében), miközben magát a formát felmelegítik a vulkanizálás elindításához, a szorítóegységnek hőszigetelt formabeállítást kell alkalmaznia. A szigetelőlemezeket jellemzően az öntőforma és a géplapok közé helyezik, hogy megakadályozzák a hőátadást a felmelegített formából a gép szerkezetébe, védve az alkatrészeket és fenntartva az energiahatékonyságot.
Kiértékelendő legfontosabb műszaki adatok
A megfelelő folyékony szilikon szerszámbefogó gép kiválasztása számos műszaki paraméter alapos odafigyelését igényli. Mindegyik specifikáció közvetlen hatással van a fröccsöntött alkatrészek minőségére, a ciklusidőre, valamint a gép által befogadható formák és termékek körére.
Elsődleges gépspecifikációk
| Specifikáció | Tipikus tartomány / leírás |
| Szorítóerő | 50 kN - 10 000 kN (5 - 1 000 tonna) |
| Lemezméret | A gép űrtartalma szerint változik; illeszkednie kell a forma méretéhez |
| Formák hőmérsékleti tartománya | 150–220 °C (302–428 °F) |
| Injekciós egység típusa | Dedikált LSR adagolószivattyú rendszer (AB komponensek) |
| Hordó hőmérséklete | 5°C-15°C-ra hűtjük az idő előtti kikeményedés megelőzése érdekében |
| Vezérlőrendszer | PLC érintőképernyős HMI-vel; programozható ciklusparaméterek |
| Nyomórúd távolság | Meghatározza a beépíthető legnagyobb formaszélességet |
| Nappali nyitás | Maximális távolság a lemezek között nyitott állapotban |
A szorítóerő a legkritikusabb paraméterek közé tartozik. Elegendőnek kell lennie ahhoz, hogy az öntőformát a fröccsöntéssel szemben tömítetten tartsa túlzott befogás nélkül, ami idővel károsíthatja a formaelválasztó felületeket. A szükséges szorítóerő kiszámításához meg kell szorozni a formaüregek kivetített területét az üreg nyomásával, és 10–20%-os biztonsági ráhagyást kell hozzáadni a folyamat változásaihoz.
Az LSR adagoló és befecskendező rendszer
Ellentétben a hőre lágyuló fröccsöntéssel, ahol egyetlen gyantát megolvasztanak és injektálnak, az LSR feldolgozáshoz kétkomponensű adagolórendszerre van szükség, amely pontosan beméri és összekeveri a szilikon alapvegyületet (A komponens) és a platina katalizátort (B komponens) 1:1 arányban a befecskendezés előtt. A folyékony szilikon szerszámbefogó gép jellemzően egy dedikált LSR adagolószivattyú-egységgel van párosítva, amely az adagolódobokból szív, mindkét komponenst fogaskerekes szivattyúkon vagy dugattyús szivattyúkon keresztül méri, statikus keverőn keresztül összekeveri, és a kevert vegyületet a befecskendező hordóba juttatja.
A befecskendező henger és a csavar vízhűtéses vagy hőmérséklet-szabályozott, hogy az LSR-t alacsony hőmérsékleten tartsák – jellemzően 5 °C és 15 °C között –, megakadályozva az idő előtti vulkanizálódást az adagolórendszerben. Az LSR csavarok kialakítása eltér a szabványos hőre lágyuló csavaroktól; jellemzően alacsonyabb a kompressziós aránya, és nincs ellenőrző gyűrűje, mivel az LSR nem igényel ugyanilyen módon a lágyítást, és alacsony nyíróerő hatására könnyen folyik. A befecskendezést precíz volumetrikus adagolás szabályozza visszacsavarásos adagolás helyett, biztosítva a lövéstől a lövésig konzisztenciát.

A pigment befecskendező rendszereket gyakran integrálják az adagolóegységbe, lehetővé téve a szín pontos mennyiségben történő bejuttatását közvetlenül a színes LSR termékek anyagáramába anélkül, hogy az ömlesztett adagolódobokat szennyezné.
Formatervezési követelmények LSR szorítógépekhez
A folyékony szilikon öntőforma befogógépben használt formának számos tervezési követelménye van, amelyek jelentősen eltérnek a hőre lágyuló formáktól. Mivel az LSR viszkozitása nagyon alacsony, és nyomás alatt könnyen áramlik, a formát rendkívül szűk tűrésekre kell megmunkálni az elválási vonalnál – jellemzően 0,005 mm-en belül –, hogy megakadályozzuk a lobbanásképződést. Még az elválasztó felületen lévő kisebb rések is lehetővé teszik az LSR átszivárgását, vékony szilikon fóliákat hozva létre, amelyeket kézzel kell eltávolítani, és amelyek csökkentik az alkatrész minőségét és hozamát.
Kritikus LSR formatervezési jellemzők
- Cold Runner rendszerek: Az LSR öntőformák gyakran használnak hidegcsatornás vagy szelepes hidegcsatornás rendszereket a kifolyócső és a csúszócsatorna hulladékának kiküszöbölésére, mivel az LSR csatornákat nem lehet újraköszörülni és kikeményedés után újra felhasználni.
- Vákuumos szellőztetés: Vákuumrendszerek vannak beépítve, hogy kiszívják a levegőt az öntőforma üregéből a befecskendezés előtt, megakadályozva a levegő beszorulását, amely üregeket vagy hiányos kitöltést okozna a precíziós alkatrészekben.
- Egységes formafűtés: Az elektromos fűtőelemeket vagy az olajalapú fűtőcsatornákat egyenletesen kell elosztani az öntőformában, hogy a többüregű szerszámok minden üregében egyenletes kikeményedést biztosítsanak.
- Hőszigetelő lemezek: A formaalap és a géplapok közé szerelve minimalizálja a gép szerkezetét érő hőveszteséget és csökkenti az energiafogyasztást a gyártás során.
- Bontási rendszerek: Mivel a kikeményedett szilikon rugalmas és tapad, a formáknak hatékony kilökőcsap-elrendezéseket, lehúzólemezeket vagy légfúvással történő szétszerelést kell tartalmazniuk, hogy az alkatrészek szakadás vagy torzulás nélkül váljanak ki.
LSR szorítógépekre támaszkodó iparágak és termékek
A folyékony szilikon szerszámbefogó gépek sokféle iparágat szolgálnak ki, az LSR által kínált tulajdonságok egyedülálló kombinációja által vezérelve – biokompatibilitás, hőmérsékletállóság, kémiai tehetetlenség, optikai tisztaság és hosszú távú rugalmasság. A befogási és fröccsöntési folyamat pontossága és megismételhetősége miatt ezek a gépek jól alkalmazhatók olyan igényes alkalmazásokhoz, ahol a méretkonzisztencia és az anyagintegritás nem alku tárgya.
- Orvosi eszközök: Az LSR biokompatibilitása ideálissá teszi tömítésekhez, szelepekhez, katéterekhez, légzőmaszkokhoz, hallókészülék-alkatrészekhez és beültethető készülékalkatrészekhez, amelyek USP Class VI vagy ISO 10993 szabványnak való megfelelést igényelnek.
- Autóipar: A gyújtógyertyákat, tömítéseket, érzékelőtömítéseket és folyadékálló O-gyűrűket általában LSR-ben gyártják, mivel képesek ellenállni a -60°C és 200°C közötti hőmérsékletnek.
- Baba- és csecsemőtermékek: A cumisüveg mellbimbók, cumik, fogak és etetési tartozékok megkövetelik az LSR élelmiszer-minőségű, ízsemleges és sterilizálásnak ellenálló tulajdonságait.
- Szórakoztató elektronika: A vízálló billentyűzetmembránok, a gombtömítések, a hordható eszközpántok és a kábelhüvelyek profitálnak az LSR rugalmasságából és környezeti ellenállásából.
- Ipari tömítés: Egyedi tömítések, membránok, harmonika és tömítések szivattyúkhoz, szelepekhez és folyadékkezelő rendszerekhez a vegyiparban és az élelmiszer-feldolgozó iparban.
A dedikált LSR formabefogó gép használatának előnyei
Míg egyes gyártók a szabványos hőre lágyuló fröccsöntő gépeket próbálják adaptálni az LSR-feldolgozáshoz, a dedikált folyékony szilikon öntőformázó gépek jelentős működési és minőségi előnyöket kínálnak, amelyek indokolják a befektetést bármilyen komoly LSR gyártási művelethez.
- Precíziós rögzítésvezérlés: A célirányosan épített szorítórendszerek egyenletes, mérhető űrtartalmat biztosítanak finombeállítási lehetőséggel, biztosítva a megismételhető formatömítést minden ciklusban.
- Integrált hideg befecskendező rendszer: A hűtött hengeres és csavaros szerelvényt kifejezetten az LSR-hez tervezték, így nincs szükség kompromisszumokra a hőre lágyuló berendezések adaptálásakor.
- Flash-mentes gyártás: A nagy pontosságú nyomólap párhuzamosság és az ellenőrzött szorítóerő lehetővé teszi a zéró vagy minimális felvillanású fröccsöntést, csökkentve a feldolgozás utáni munkaerő- és anyagpazarlást.
- Teljesen automatizált ciklusok: A robotizált alkatrészeltávolító rendszerrel, a látásellenőrző rendszerekkel és a szállítószalag-rendszerekkel való integráció lehetővé teszi a világítás nélküli gyártást minimális kezelői beavatkozás mellett.
- Folyamat adatnaplózás: A modern LSR befogógépek minden ciklushoz rögzítik a fröccsöntési nyomást, a formahőmérsékletet, a kikeményedési időt és a szorítóerő-adatokat, így támogatják a minőségi nyomon követhetőséget a szabályozott iparágakban.
Hogyan válasszuk ki a megfelelő gépet LSR alkalmazásához
A megfelelő folyékony szilikon szerszámbefogó gép kiválasztása a gyártandó alkatrészek részletes elemzésével kezdődik. A legnagyobb formaüreg-elrendezés vetített területe határozza meg a szükséges minimális szorítóerőt. Az adagolórendszer szükséges kapacitását az alkatrész tömege és az üregek száma alapján a lövés térfogatára vonatkozó követelmények határozzák meg. A forma fizikai méreteinek – magasságnak, szélességnek és kötegmagasságnak – meg kell felelniük a gép nyomólapméretének, a kötőrúd-távolságnak és a nappali nyitvatartási előírásoknak.
A gyártási volumencéloknak és a ciklusidővel kapcsolatos elvárásoknak szintén irányadónak kell lenniük a gép kiválasztásában. A szervoelektromos szorítórendszerrel rendelkező gépeken működő, nagyobb kavitációjú formák gyorsabb száraz ciklusidőt és energiahatékonyabb működést érhetnek el a teljesen hidraulikus alternatívákhoz képest, ami alacsonyabb alkatrészköltséget eredményez nagy mennyiségek esetén. Orvosi vagy szabályozott alkalmazások esetén vásárlás előtt feltétlenül ellenőrizni kell, hogy a gép támogatja-e a 21 CFR Part 11-nek megfelelő adatrögzítési vagy azzal egyenértékű folyamatdokumentációs szabványokat.
Végül az értékesítés utáni szolgáltatást, a pótalkatrészek elérhetőségét és a gyártó műszaki támogatását ugyanolyan gondosan kell értékelni, mint a gép műszaki jellemzőit. A megbízható helyi szolgáltatási infrastruktúrával rendelkező, jól támogatott gép lényegesen jobb hosszú távú értéket biztosít, mint egy alacsonyabb költségű, korlátozott támogatási hozzáférésű alternatíva, különösen nagy igényű termelési környezetekben, ahol a nem tervezett leállások közvetlen hatással vannak a szállítási kötelezettségekre és a működési költségekre.