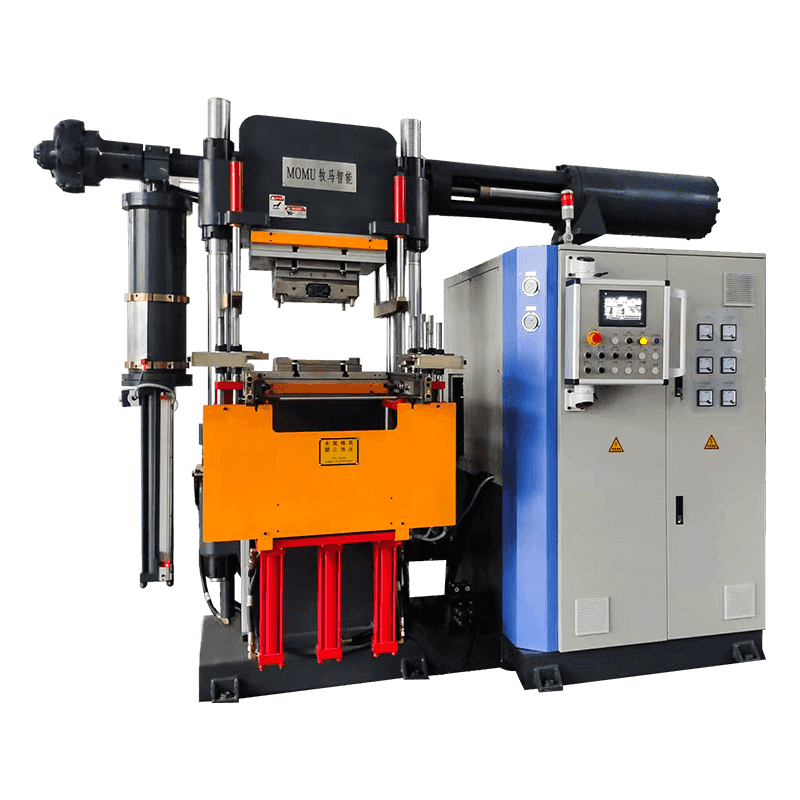
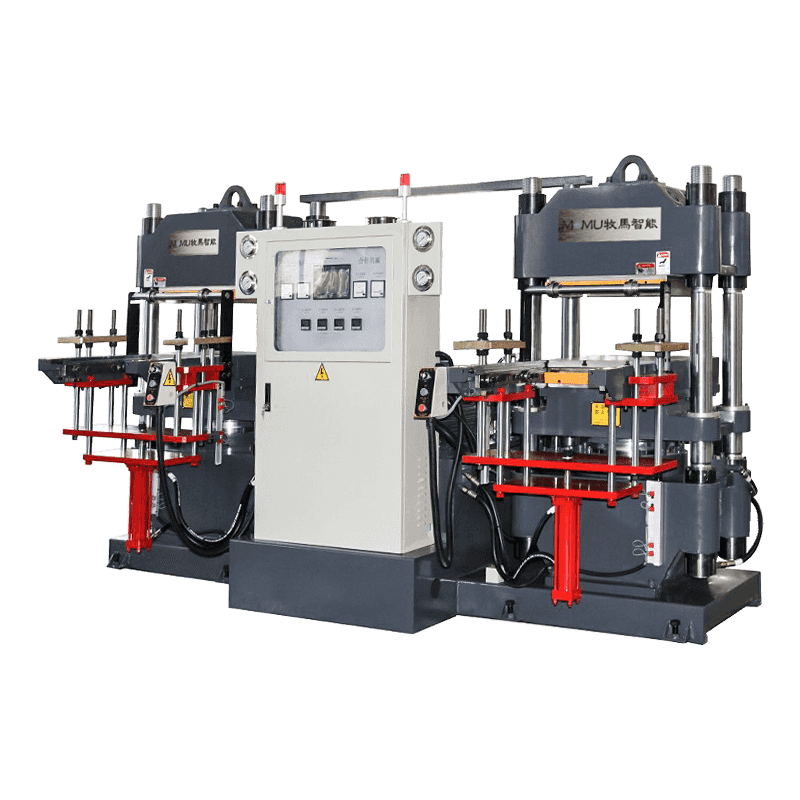
A folyékony szilikon gumi (LSR) fröccsöntés az egyik legpontosabb és legsokoldalúbb gyártási eljárás rugalmas, hőálló és biokompatibilis szilikon alkatrészek előállítására. Ennek a folyamatnak a középpontjában az LSR fröccsöntő gép áll – egy rendkívül speciális berendezés, amely alapvetően különbözik a szabványos hőre lágyuló fröccsöntő gépektől. Akár orvosi eszközök, autóipari tömítések, csecsemőtermékek vagy fogyasztói elektronikai cikkek LSR-feldolgozását értékeli, ezeknek a gépeknek a működésének megértése és mitől egyediek, elengedhetetlen a megalapozott gyártási döntések meghozatalához.
Miben különbözik az LSR fröccsöntés a szabványos fröccsöntéstől
A szabványos hőre lágyuló fröccsöntés megolvasztja a szilárd műanyag pelleteket, az olvadt anyagot egy hűtött formába fecskendezi be, és kilöki a megszilárdult részt. Az LSR fröccsöntés pontosan ellenkező hőirányban működik. A folyékony szilikongumi hidegen feldolgozható, kétkomponensű, hőre keményedő anyag, amelyet szobahőmérsékleten tárolnak, és egy fűtött formába szivattyúzzák, ahol térhálósodik – vagy vulkanizálódik – végső szilárd formájába.
A termikus folyamat ezen megfordítása mélyreható kihatással van a gépek tervezésére. Az anyagszállító rendszert hidegen kell tartani az idő előtti kikeményedés elkerülése érdekében, míg az öntőformát fel kell melegíteni – jellemzően 150°C és 220°C között –, hogy a vulkanizálási reakció beinduljon és egy szabályozott ciklusidőn belül befejeződjön. Az LSR fröccsöntő gép minden alkatrésze e hidegtáplálásos, melegen keményedő folyamatlogika köré épül.
Ezenkívül az LSR egy két részből álló rendszer: az A komponens az alap szilikon polimert és egy platina katalizátort, míg a B komponens a térhálósítót és a pigmenteket vagy egyéb adalékokat tartalmazza. Ezt a két komponenst pontosan 1:1 térfogatarányban kell adagolni, alaposan össze kell keverni anélkül, hogy légbuborékok lépnének fel, és a formába fecskendezni kell, mielőtt bármilyen jelentős kikeményedés megkezdődik.

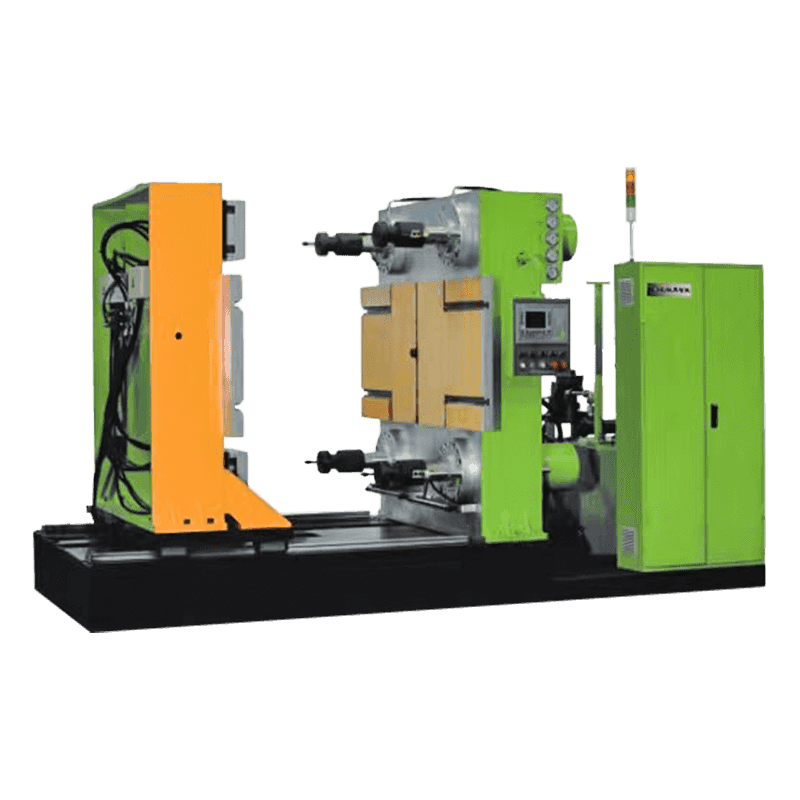
Az LSR fröccsöntő gép kulcsfontosságú alkatrészei
Az LSR fröccsöntő rendszer több integrált alrendszerből áll, amelyek mindegyike kritikus funkciót tölt be a konzisztens, hibamentes szilikon alkatrészek szállításában.
Dobszivattyúzó és adagoló egység
A dobszivattyú egység a két LSR alkatrészt az eredeti szállítódobból húzza ki olyan követő lemezek segítségével, amelyek lenyomják az anyag felületét, hogy megakadályozzák a levegő bejutását. Minden alkatrész egy különálló, pontosan kalibrált adagolószivattyún – jellemzően fogaskerekes szivattyún vagy dugattyús szivattyún – keresztül táplálkozik, amely nagy pontossággal szabályozza a térfogatáramot. Az A és B komponens közötti arány a teljes felvétel során pontosan 1:1 marad. Ettől az aránytól való bármilyen eltérés hiányos kikeményedést, ragadós részeket vagy a kész komponens fizikai tulajdonságainak csökkenését eredményezi.
Statikus és dinamikus keverőrendszer
Az adagolás után a két komponens egy keverőrendszeren halad át, mielőtt belépne a befecskendező hengerbe. A statikus keverők – a csőben lévő spirális elemek – turbulens összecsukható hatást hoznak létre, amely mozgó alkatrészek nélkül alaposan összekeveri az alkatrészeket. Színkritikus vagy adalékanyagban gazdag készítmények esetén az intenzívebb keveréshez dinamikus keverők használhatók forgó elemekkel. A keverőrendszernek teljesen homogén keveréket kell készítenie, levegő bezárása nélkül, mivel az esetleges légzárványok üregekként vagy felületi hibákként jelennek meg a fröccsöntött alkatrészen.
Cold Runner befecskendező hordó és csavar
Ellentétben azokkal a hőre lágyuló gépekkel, amelyeknél a hengert melegítik, az LSR befecskendező hengert hűtik – gyakran vízzel vagy hűtőközeggel –, hogy az anyagot az adagolás és a befecskendezés során az aktiválási hőmérséklete alatt tartsák. Az LSR gépben található csavart kifejezetten folyékony, alacsony viszkozitású anyagok kezelésére tervezték. Jellemzően alacsony kompressziós arányt és elzárószelepet tartalmaz a fúvóka hegyén, hogy megakadályozza az alacsony viszkozitású szilikon nyáladzását a lövések között. A hordó hőmérséklet-szabályozása kritikus; a hordó hőmérsékletének enyhe emelkedése is korai térhálósodást indíthat el, ami eltömíti a rendszert és költséges állásidőt okoz.
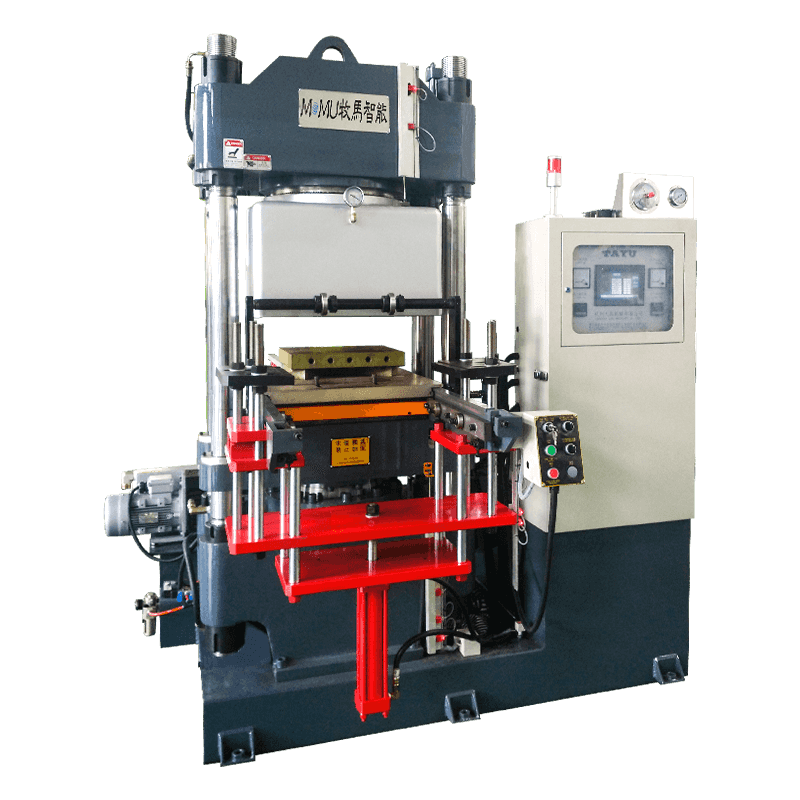
Fűtött forma és szorító egység
Az LSR gépben lévő formát elektromosan felmelegítik a vulkanizálási hőmérsékletre, és minden üregben szoros termikus egyenletességet biztosítanak. A szorítóegységnek – amely a fröccsöntéssel szemben zárva tartja a formát – elegendő erőt kell kifejtenie ahhoz, hogy megakadályozza a felvillanást, mivel az LSR viszkozitása nagyon alacsony, és az elválasztó vonal apró résein is áthatol. Az LSR formák szorítóerejét a tervezett alkatrészfelület és a fröccsöntési nyomás alapján számítják ki, és az üregek számától és az alkatrész geometriájától függően általában 50-500 tonna tartományban vannak.
Az LSR fröccsöntési folyamat lépésről lépésre
Az LSR fröccsöntési ciklus műveleti sorrendjének megértése világossá teszi, hogy a gép egyes alkatrészeit miért úgy tervezték, ahogy vannak.
- Anyagmérés: A dobszivattyúk kiszívják az A és B komponenst az adagolódobjukból, és az adagolóegység pontosan 1:1 térfogatarányban juttatja el azokat a keverőrendszerbe.
- Keverés: A két komponenst alaposan összekeverjük a statikus vagy dinamikus keverőben, így homogén, buborékmentes keveréket kapunk, amely kész injekciózásra.
- Adagolás: A kevert LSR-t a hűtött befecskendező hengerbe adagolják, felhalmozva az összes üreg és a csúszórendszer kitöltéséhez szükséges pontos lövésmennyiséget.
- Formazárás: A szorítóegység bezárja és reteszeli a formát teljes szorítóerővel a befecskendezés megkezdése előtt.
- Injekció: A csavar előrehalad, szabályozott sebességgel és nyomással átnyomja az LSR-t a hideg csatornarendszeren és a fűtött formaüregekbe.
- Vulkanizálás: A felmelegített forma beindítja a platina által katalizált térhálósodási reakciót. Az alkatrész az öntőformában egy programozott tartózkodási időn keresztül – jellemzően 15-90 másodpercig – megköt a falvastagságtól, az anyagminőségtől és a forma hőmérsékletétől függően.
- Forma nyitás és szétszerelés: Miután a kikeményedés befejeződött, a forma kinyílik, és az alkatrészek kilökődnek – akár manuálisan, kidobócsapokkal, akár robotizált bontórendszerrel. Mivel az LSR alkatrészek rugalmasak, gyakran lebonthatók olyan összetett geometriákból, amelyek merev hőre lágyuló műanyagokkal lehetetlenek lennének.
Az LSR fröccsöntő gép műszaki adatai összehasonlítva
| Specifikáció | Tipikus tartomány | Fontosság |
| Szorítóerő | 50-500 tonna | Megakadályozza a villanást alacsony viszkozitású LSR-en |
| Hordó hőmérséklete | 5°C – 25°C (hűtve) | Megakadályozza az idő előtti kikeményedést a hordóban |
| Penész hőmérséklet | 150°C – 220°C | Szabályozza a keményedési sebességet és az alkatrész tulajdonságait |
| A mérési arány pontossága | ±0,5% vagy jobb | Biztosítja a teljes és következetes kikeményedést |
| Lövés hangereje | 0,1 cm³ – 3000 cm³ | Meghatározza az alkatrész méretét és az üregek számát |
| Keményedési ciklusidő | 15-90 másodperc | Befolyásolja az áteresztőképességet és a termelési költségeket |
| Üregek száma | 1-128 | Méretezi a kimenetet a nagy volumenű gyártáshoz |
Az LSR fröccsöntő gépekre támaszkodó iparágak és alkalmazások
Az LSR tulajdonságainak egyedülálló kombinációja – biokompatibilitás, -60°C-tól 200°C feletti hőstabilitás, elektromos szigetelés, vegyi ellenállás és bizonyos minőségi osztályok optikai tisztasága – az igényes iparágak széles körében választott anyaggá teszi.
Orvosi és egészségügyi eszközök
Az LSR-t széles körben használják orvosi alkalmazásokban, mivel autoklávban, gamma-sugárzással vagy etilén-oxiddal sterilizálható anélkül, hogy lebomlana. Az LSR fröccsöntő gépek olyan alkatrészeket állítanak elő, mint a légzőmaszkok, fecskendődugók, katétervégek, beültethető tömítések, perisztaltikus szivattyúcsövek és csecsemőtápláló termékek. Az orvosi minőségű LSR készítmények megfelelnek az ISO 10993 biokompatibilitási szabványoknak, és a fröccsöntési folyamat zárt, szennyeződésmentes jellege alkalmassá teszi tisztatéri gyártásra.
Autóipari alkatrészek
Az autóiparban az LSR-t gyújtógyertyákhoz, tömítésekhez, csatlakozótömítésekhez, tömítésekhez és érzékelőházakhoz használják, amelyeknek ellenállniuk kell a szélsőséges hőmérséklet-ingadozásoknak, valamint az olajoknak és üzemanyagoknak való kitettségnek. Az LSR nagy termikus stabilitása miatt a hagyományos guminál sokkal alkalmasabb olyan motortér-alkatrészekhez, amelyeknek megbízhatóan kell működniük a hidegindítástól a magas üzemi hőmérsékletig.
Szórakoztató elektronika és hordható cikkek
Az okosóra szíjait, a fülhallgató-végeket, a gombmembránokat, az okostelefonok vízálló tömítéseit és a billentyűzetbillentyűk membránjait általában LSR fröccsöntéssel gyártják. Az a képesség, hogy az LSR-t bonyolult geometriákban, szűk tűréssel – és bármilyen színben – formázzuk, ideálissá teszi a fogyasztói termékekhez, ahol a teljesítmény és az esztétikum egyaránt számít.
Csecsemő- és élelmiszeripari termékek
A cumisüvegek mellbimbóit, cumiit, fogacskáit és élelmiszer-minőségű tömítéseit konyhai készülékekhez LSR-ben gyártják, mivel az anyag mentes BPA-tól, ftalátoktól és más káros lágyítószertől. Ellenáll az ismételt sterilizálási ciklusoknak, megőrzi rugalmasságát alacsony hőmérsékleten, és nem szívja magába az ízeket és a szagokat – mindez kritikus tulajdonság az élelmiszerekkel érintkezésben és a csecsemőknél.
Tényezők, amelyeket figyelembe kell venni az LSR fröccsöntő gép kiválasztásakor
A megfelelő választás LSR fröccsöntő gép megköveteli az Ön sajátos gyártási követelményeinek, anyagjellemzőinek és minőségi célkitűzéseinek alapos értékelését. Az alkalmazásához nem megfelelő gép vásárlása minőségi hibákat, túlzott selejteket és nehézségeket okoz a gyártási célok teljesítésében.
- Alkatrész mérete és súlya: A gép befecskendező egységét úgy kell méretezni, hogy az Ön alkatrész- és üregszámához szükséges pontos lövésmennyiséget biztosítsa. A túlméretezett befecskendező egységek csökkentik a kis alkatrészek adagolási pontosságát; az alulméretezett egységek nem tudják kitölteni a nagy vagy több üreges formákat.
- Mérési pontosság: Kritikus alkalmazásokhoz, például orvosi vagy élelmiszerrel érintkező alkatrészekhez ±0,5%-os vagy jobb mérési pontosság szükséges. Ellenőrizze a mérőrendszer specifikációját, és kérjen dokumentált folyamatképességi adatokat a szállítótól.
- Hidegcsatorna vagy hulladékcsatorna rendszer: Az LSR-hez készült hidegcsatornás rendszerek (amelyek a csatornaanyagot kikeményítetlenül, újrahasznosíthatóan vagy újrainjektálhatóan tartják) jelentősen csökkentik az anyagpazarlást, és alapfelszereltségnek számítanak a nagy volumenű gyártógépeken. Erősítse meg a csúszórendszer kompatibilitását a formatervezéssel.
- Tisztatér kompatibilitás: Az orvostechnikai eszközök gyártásához a gépnek kompatibilisnek kell lennie a tisztatéri beépítéssel – rozsdamentes acél vagy bevont felületek, minimális részecskeképződés, valamint kompatibilitás a tisztatéri ruhákkal és hozzáférési protokollokkal.
- Automatizálási integráció: A nagy volumenű LSR-gyártás jelentős előnyökkel jár az integrált robotszerszám-bontás, a látásellenőrző rendszerek és a szállítószalag-alapú alkatrészkezelés előnyeiből. Vásárlás előtt győződjön meg arról, hogy a gép interfésze kompatibilis az automatizálási követelményeivel.
- Vákuumos légtelenítési képesség: A kivételes felületi minőséget igénylő vagy optikai minőségű LSR megmunkálásához szükséges alkatrészek esetében a formaüreget ki kell üríteni a befecskendezés előtt, hogy eltávolítsuk a benne rekedt levegőt. Győződjön meg arról, hogy a gép és a forma kialakítása támogatja a vákuumszellőztetést, ha ez szükséges az Ön alkalmazásához.
Az LSR fröccsöntő gépek előnyei az alternatív szilikonfeldolgozási módszerekkel szemben
Az LSR fröccsöntés versenyez a présöntéssel és a transzferöntéssel, mint a szilikongumi alkatrészek előállításának módszerei. Mindegyik módszernek megvan a maga helye, de az LSR fröccsöntés jelentős előnyöket kínál a precíziós alkatrészek közepes és nagy volumenű gyártásához.
- Ciklusidő: Az LSR fröccsöntési ciklusideje lényegesen rövidebb, mint a préselésé, különösen a vékonyfalú alkatrészek esetében, ami sokkal nagyobb műszakonkénti teljesítményt tesz lehetővé.
- Méretek konzisztenciája: A zárt, automatizált fröccsöntési eljárás jóval szűkebb mérettűrést eredményez, mint a nyitott présformájú préselési eljárások, amelyeket az anyagelhelyezés és a formazárás kezelői változékonysága befolyásol.
- Anyagi hulladék: A hidegcsatornás LSR befecskendező rendszerek gyakorlatilag nulla anyaghulladékot termelnek, mivel a kikeményítetlen csatornaanyagot újrainjektálják. A tömörítés és az átviteli formázás jelentős vakolat- és futóhulladékot termel.
- Automatizálási lehetőségek: Az LSR fröccsöntés teljesen kompatibilis a robotautomatizálással, lehetővé téve a nagy mennyiségű alkatrészek kivilágítását. A préselés eleve munkaigényesebb.
- Többkomponensű öntés: LSR fröccsöntő géps can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Karbantartási és üzemeltetési szempontok az LSR gépekhez
Az LSR fröccsöntő gépek fegyelmezett karbantartást igényelnek, hogy megakadályozzák az anyag felhalmozódását, a henger belsejében történő kikeményedést és az adagolás elsodródását. Minden egyes gyártási ciklus végén az anyagszállító rendszert alaposan át kell öblíteni öblítőszerrel vagy semleges szilikon alappal, hogy eltávolítsák az összes kevert LSR-t, mielőtt az megkötődik a vezetékekben, a keverőben vagy a hordóban. A befecskendező rendszer belsejében lévő kikeményedett szilikont rendkívül nehéz eltávolítani, és általában az érintett alkatrészek teljes szétszerelését igényli.
Az adagolószivattyúkat rendszeresen – legalább minden anyagcsere alkalmával – kalibrálni kell, hogy megbizonyosodjon arról, hogy az 1:1 arányt pontosan betartják. A formahőmérséklet-szabályozókat és a fűtőelemeket időszakonként ellenőrizni kell a kalibrációs eltolódás és a forró pontok kialakulása szempontjából, mivel az egyenetlen formahőmérséklet inkonzisztens kikeményedést és a rész meghajlását eredményezi. Megfelelő karbantartási protokollok mellett egy jól meghatározott LSR fröccsöntő gép megbízható, kiváló minőségű termelést biztosít sok éven át.