Hogyan készül a szilikon? Az anyag mögötti kémia
A szilikon egy szintetikus polimer, amelynek gerince váltakozó szilícium- és oxigénatomokból épül fel – ez a szerkezet sziloxánláncként ismert –, nem pedig a szerves műanyagokban, például polietilénben vagy polipropilénben található szén-szén váz. Ez az alapvető különbség a molekuláris felépítésben az, ami a szilikon rendkívüli termikus stabilitását, kémiai tehetetlenségét, széles hőmérsékleti tartományban való rugalmasságát és UV-degradációval szembeni ellenállását adja. A szilikon nyers elemi eredetétől a kész elasztomerig történő előállítása segít a mérnököknek, a terméktervezőknek és a gyártóknak megérteni, hogy ez az anyag miért viselkedik úgy, ahogyan, és miért dolgozzák fel másképp, mint a hagyományos hőre lágyuló gyanták.
A szilikon gyártása a szilíciummal kezdődik – ez a második legelterjedtebb elem a földkéregben, amely elsősorban szilícium-dioxid (SiO₂) formájában található, amelyet kvarcként vagy szilícium-dioxid-homokként ismernek. Lényeges, hogy a szilícium elem kémiailag különbözik a szilikontól, a polimertől. A nyers szilícium természetesen nem puha, rugalmas vagy kémiailag nem stabil különféle körülmények között; ez egy kemény, törékeny metalloid. Az orvostechnikai eszközökben, autóipari tömítésekben, fogyasztási cikkekben és ipari alkatrészekben használt sokoldalú szilikon polimerré alakítása többlépcsős kémiai folyamatot igényel, amely szénalapú szerves csoportokat juttat a szilícium gerincébe, alapvetően megváltoztatva annak tulajdonságait.

A kvarctól a szilíciumfémig: Az első gyártási szakasz
A szilikon előállításának első lépése a szilícium-dioxid redukálása kohászati minőségű szilíciumfémmé. Ezt nagy elektromos ívkemencékben érik el, ahol a kvarcitot (a kvarc nagy tisztaságú formáját) 1800 °C-ot meghaladó hőmérsékletre hevítik szénben gazdag redukálószerek, például szén, koksz és faforgács jelenlétében. A szén reakcióba lép a szilícium-dioxidban lévő oxigénnel, szén-dioxid szabadul fel, és körülbelül 98-99%-os tisztaságú folyékony szilícium fémet hagy maga után. Ez az anyag kohászati minőségű szilícium (MG-Si) néven ismert, és a szilikon polimer gyártás kritikus nyersanyagaként szolgál.
Az olvadt szilíciumot bugákba öntik, hagyják lehűlni, majd porrá vagy granulátummá zúzzák további vegyi feldolgozás céljából. Ebben a szakaszban a szilícium még messze van attól, hogy polimer legyen – kémiai reakciók sorozatán kell keresztülmennie, amelyek szerves metilcsoportokat kapcsolnak a szilícium atomokhoz, létrehozva a szerves klór-szilán intermediereket, amelyek az összes kereskedelmi forgalomban lévő szilikontermék építőköveiként szolgálnak.
A Müller-Rochow folyamat: A szilikon monomer felépítése
A szilikon monomerek ipari előállítását az 1940-es években önállóan kifejlesztett Müller-Rochow közvetlen eljárás uralja. Ebben az eljárásban a porított szilícium fémet metil-klorid (CH3Cl) gázzal reagáltatják rézkatalizátor jelenlétében 250 °C és 350 °C közötti hőmérsékleten. Ez a reakció klórszilán vegyületek keverékét eredményezi, amelyek közül a kereskedelmi szempontból legfontosabb a dimetil-diklór-szilán (CH3)2SiCl2. Ez a molekula az elsődleges monomer, amelyből a kereskedelemben kapható szilikonok túlnyomó többsége végső soron származik.
A közvetlen eljárással előállított klórszilán keveréket frakcionált desztillációval különálló komponensekre választják szét, amelyek mindegyike eltérő reakciókészséggel rendelkezik, és hidrolizálva különböző szilikon polimer szerkezeteket hoz létre. A dimetil-diklór-szilán víz hatásának kitéve gyors hidrolízisen megy keresztül – a klóratomokat hidroxilcsoportok váltják fel –, és a keletkező szilanol intermedierek spontán módon kondenzálódnak egymással, polidimetilsziloxán (PDMS) láncokat képezve. A reakciókörülményektől, a lánchossztól és a klórszilán monomerek specifikus keverékétől függően a kapott polimer lehet alacsony viszkozitású folyadék, viszkózus gumi vagy nagy molekulatömegű alappolimer, amely alkalmas szilikongumivá keverésre.
Szilikongumi keverése: az alappolimertől az önthető anyagig
A nyers polidimetilsziloxán polimer önmagában nem alkalmas fröccsöntésre. Egy sor adalékanyaggal kell kiegészíteni, amelyek beállítják keménységét, szakítószilárdságát, nyúlását, hőállóságát, színét és kikeményedési jellemzőit, hogy megfeleljenek az adott alkalmazási követelményeknek. Ebben a kompaundálási szakaszban ténylegesen létrejön a fröccsöntőgépekben használt funkcionális szilikongumi anyag, és ez magában foglalja az anyagvegyészek gondos összeállítását, akik egyensúlyba hozzák a versengő tulajdonságkövetelményeket a feldolgozási korlátokkal.
- Megerősítő töltőanyagok: A füstölt szilícium-dioxid a szilikongumi keverékek legszélesebb körben használt erősítő töltőanyaga. A 20-50 tömegszázalékos terhelésnél hozzáadott füstölt szilícium-dioxid drámaian növeli a szakítószilárdságot és a szakítószilárdságot, mivel molekuláris léptékben lép kölcsönhatásba a polimer láncokkal. Erősítés nélkül a tiszta szilikon polimer nagyon alacsony mechanikai szilárdsággal rendelkezik.
- Térhálósító szerek: A lineáris vagy enyhén elágazó szilikon polimer háromdimenziós elasztomer hálózattá alakításához térhálósító szereket kell beépíteni. A hagyományos fröccsöntéshez használt nagy konzisztenciájú gumi (HCR) esetében a szerves peroxidok a hagyományos térhálósítók. A folyékony szilikongumi (LSR) esetében alapfelszereltség a platina katalizált addíciós térhálósító rendszer, amely gyorsabb kikeményedési ciklust és kiváló tulajdonságú konzisztenciát kínál.
- Pigmentek és színezőanyagok: A szilikon természetesen áttetsző, és könnyen elfogadja a pigmentációt. A kompaundálás során vas-oxidot, titán-dioxidot és szerves pigmenteket építenek be, hogy a fogyasztói termékek és orvosi eszközök gyártói által igényelt színek teljes spektrumát állítsák elő.
- Feldolgozási segédanyagok: Kis mennyiségű feldolgozási segédanyag, például szilikonolaj vagy viasz javítja a keverék folyási viselkedését fröccsöntés közben, csökkentve a fröccsöntési nyomásigényt, és javítja a formák kitöltését összetett üreggeometriák esetén.
- Funkcionális adalékanyagok: A végfelhasználástól függően további szerek is beépíthetők – égésgátlók az elektromos szigetelő alkatrészekhez, antimikrobiális szerek az orvosi és élelmiszerrel érintkező termékekhez, vagy hőstabilizátorok a magas hőmérsékletű szolgáltatási alkalmazásokhoz.
A fröccsöntésben használt szilikon típusok: HCR vs LSR
A szilikongumi két különböző formáját dolgozzák fel fröccsöntő gépekben, amelyek fizikai állapotukban, feldolgozási viselkedésükben és a kezelésükhöz szükséges géptípusban jelentősen eltérnek egymástól. A nagy konzisztenciájú gumi (HCR) és a folyékony szilikongumi (LSR) közötti választás a szilikon termékfejlesztés egyik legfontosabb anyagi döntése, amely közvetlenül befolyásolja az alkatrész minőségét, a ciklusidőt, a szerszámok tervezését és a gyártás gazdaságosságát.
Nagy konzisztenciájú gumi (HCR)
A HCR szobahőmérsékleten szilárd, gittszerű anyag, amelynek állaga hasonló a merev kenyértésztához. Nagy molekulatömege van – jellemzően meghaladja az 1 millió g/mol-t –, és elő kell melegíteni és meg kell dolgozni, mielőtt elegendő mértékben kifolyna ahhoz, hogy a formaüregbe injektálja. A HCR vegyületeket jellemzően szerves peroxidokkal térhálósítják 150–200 °C hőmérsékleten, és gyakran szükség van emelt hőmérsékleten történő utókezelésre a mechanikai tulajdonságok teljes kifejlesztéséhez és a maradék peroxid bomlási melléktermékek eltávolításához. A HCR jól bevált tömítések, tömítések, csövek és kábeltartozékok gyártására, és feldolgozható módosított gumi fröccsöntő gépeken vagy préselési préseken.
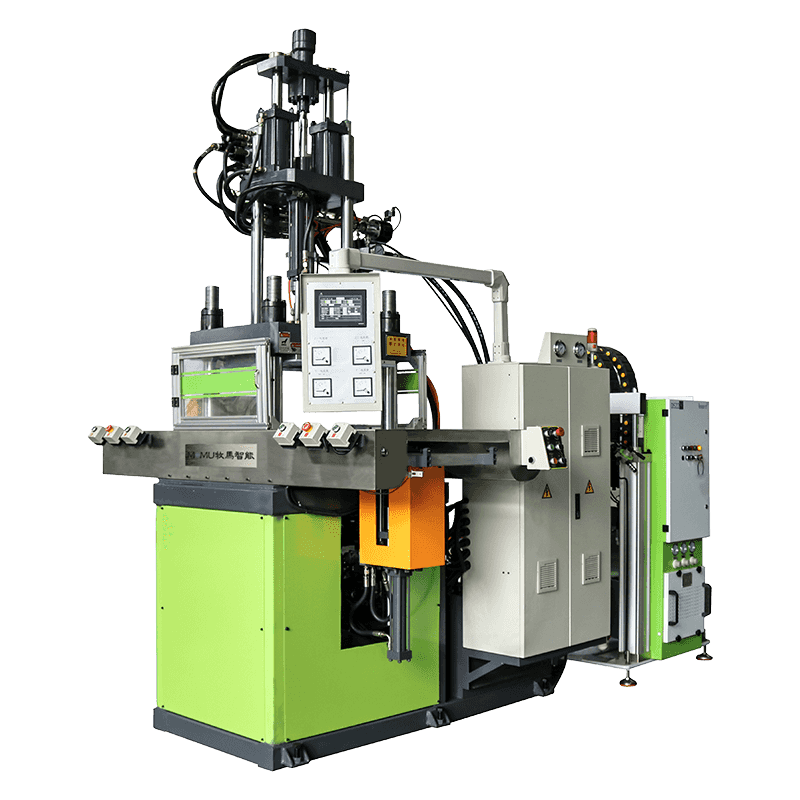
Folyékony szilikon gumi (LSR)
Az LSR egy kétkomponensű szivattyúzható folyadékrendszer, amelyet különálló hordókban szállítanak – az A komponens az alappolimert és a platina katalizátort, míg a B komponens az alappolimert és a térhálósítót (jellemzően szilikon-hidrid vegyületet) tartalmazza. A két komponenst precíz 1:1 arányban adagolják, statikus vagy dinamikus keverőben összekeverik, majd fűtött formába fecskendezik, ahol a platina-katalizált addíciós térhálósodási reakció gyorsan, jellemzően 10-60 másodpercen belül megy végbe 150-220°C-os formahőmérsékleten. Az LSR nem termel kikeményedési melléktermékeket, nem igényel utókezelést, és kivételes alkatrész-konzisztenciát biztosít olyan méretpontossággal, amelyet a HCR-rel nehéz elérni. Ez az előnyben részesített anyag orvosi eszközök, csecsemőápolási termékek, hordható technológiai alkatrészek és precíziós ipari tömítések nagy volumenű gyártásához.
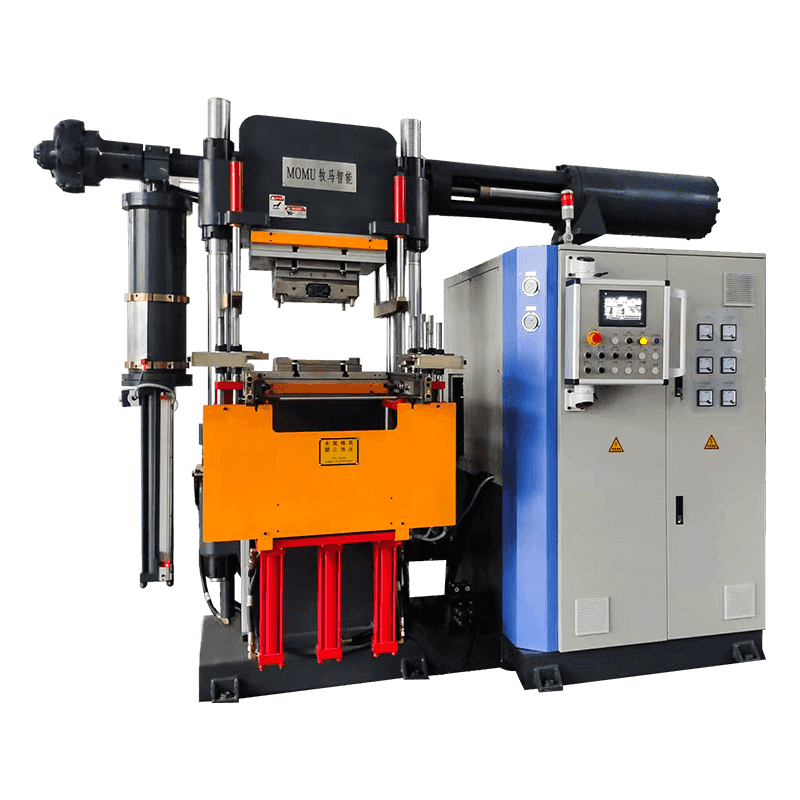
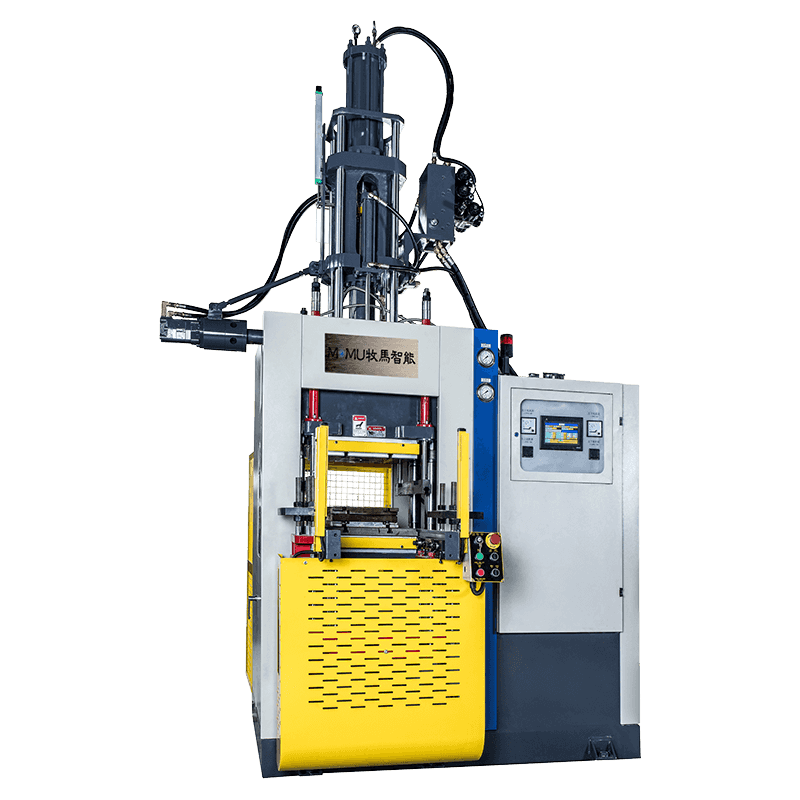
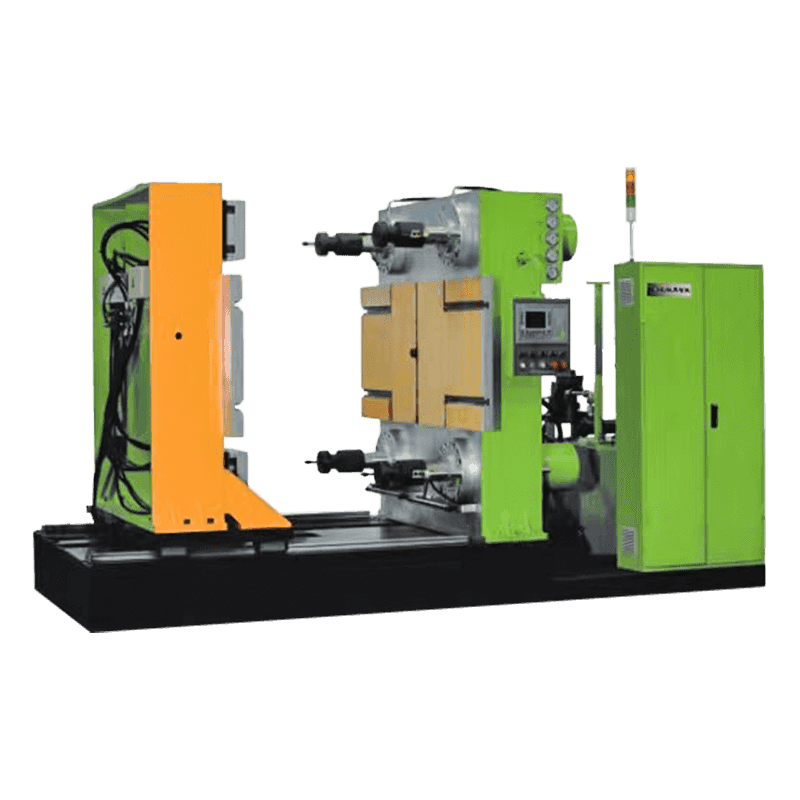
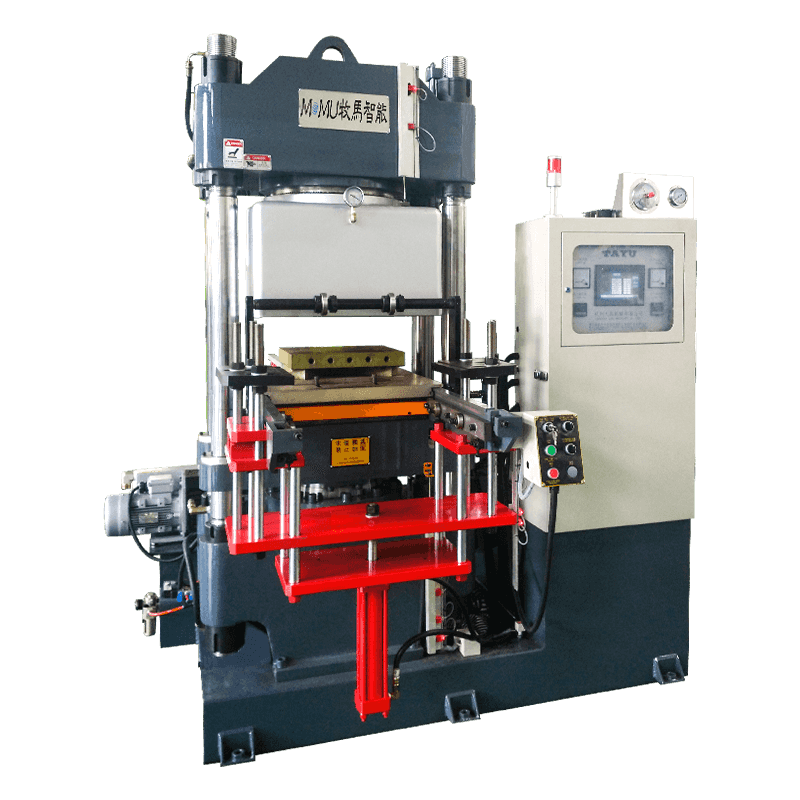
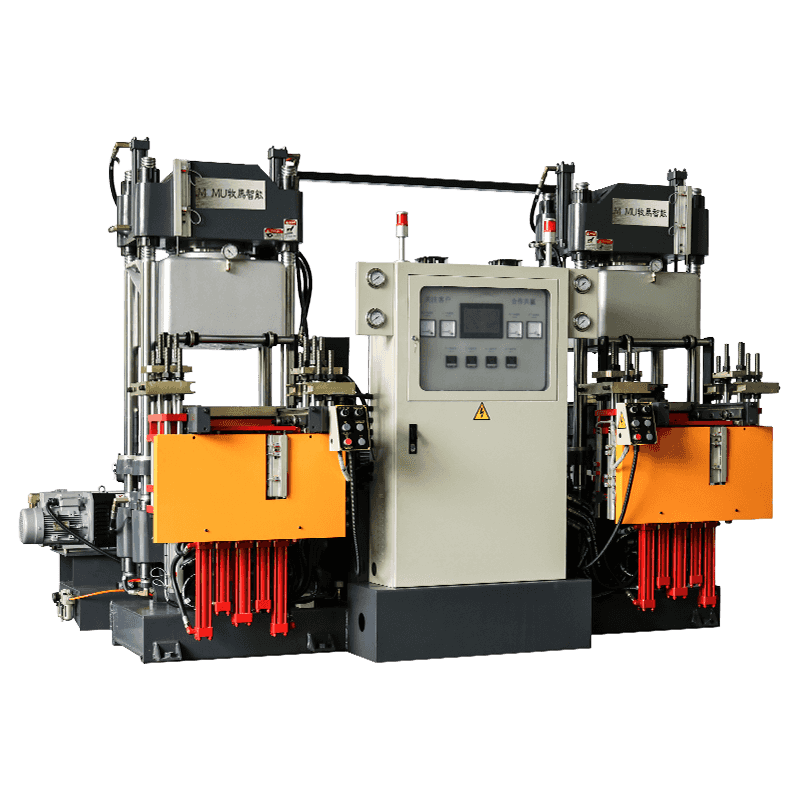
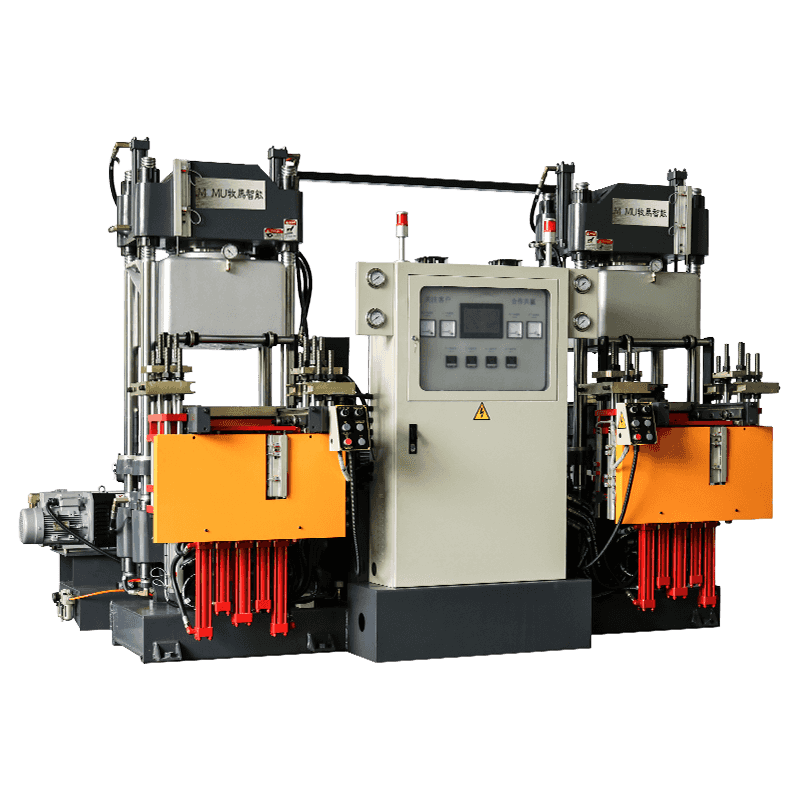
Hogyan működik a szilikon/gumi fröccsöntő gép
Egy szilikon ill gumi fröccsöntő gép Alapvetően különbözik a szabványos hőre lágyuló fröccsöntő gépektől számos kritikus tekintetben, amelyet a szilikon és a gumi hőre keményedő természete vezérel – olyan anyagok, amelyek melegítés hatására visszafordíthatatlanul kikeményednek, nem pedig meglágyulnak, mint a hőre lágyuló műanyagok. A hőre lágyuló gépben a hengert és a csavart felmelegítik, hogy megolvasztják az anyagot, és a formát lehűtik, hogy megszilárduljon az alkatrész. A szilikon/gumi fröccsöntő gépben az anyagot az egész fröccsöntőrendszerben hidegen kell tartani az idő előtti kikeményedés megelőzése érdekében, miközben a formát felmelegítik a vulkanizálás elindításához és befejezéséhez.
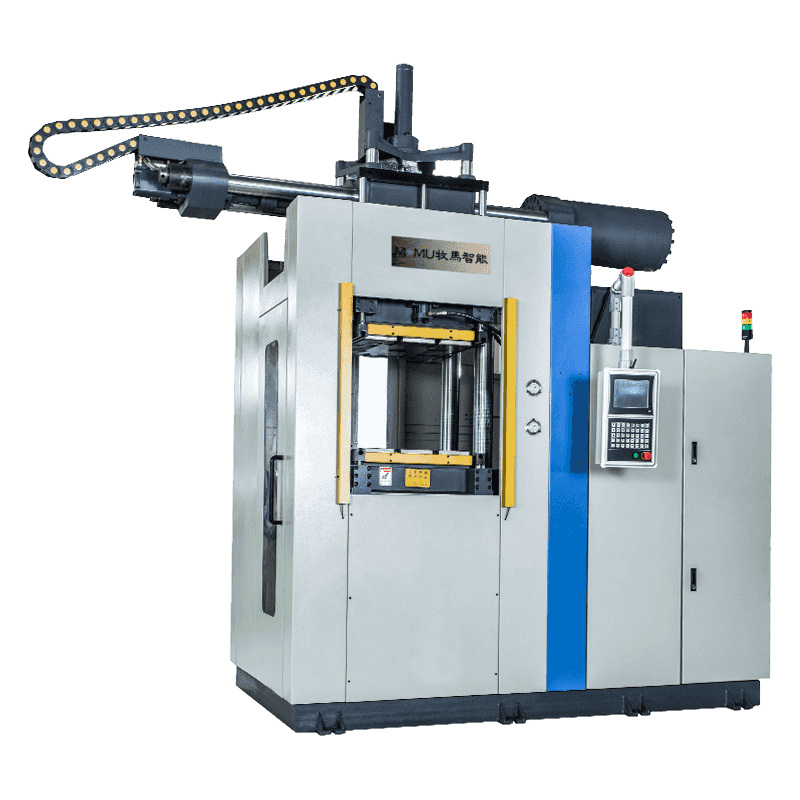
Az LSR feldolgozáshoz a befecskendező egység kétkomponensű adagoló- és keverőrendszerrel van felszerelve, amely precíziós fogaskerekes szivattyúkkal szív a két anyagdobból, azokat statikus keverőszerelvényen keresztül megfelelő arányban keveri össze, és a kevert anyagot egy hideg befecskendező hordóba juttatja. A hordó-csavaros szerelvényt lehűtik – jellemzően 5–15°C-os hűtött vízzel –, hogy az LSR-t az aktiválási hőmérséklet alatt tartsák a befecskendezési ciklus alatt. Amikor az anyagot a felmelegített formába (150–220 °C) fecskendezik, a drámai hőmérséklet-emelkedés aktiválja a platina katalizátort, és a térhálósodási reakció másodpercek alatt befejeződik.
A szilikon/gumi fröccsöntő gép fő alkatrészei
| Összetevő | Funkció | Kulcs specifikáció |
| Kétkomponensű adagolóegység | Pontosan méri és szivattyúzza az LSR A és B komponenseit | Az arány pontossága ±0,5% vagy jobb |
| Statikus/dinamikus keverő | Injektálás előtt homogén módon keveri az A és B komponenseket | Keverési hatásfok, alacsony nyírási fűtés |
| Hideg befecskendező hordó és csavar | Anyagot szállít és fecskendez be, miközben megakadályozza az idő előtti gyógyulást | Hűtött vizes hűtés, 5-15°C |
| Fűtött szorítóegység és forma | Nyomás alatt zárva tartja a formát, és kötési hőt biztosít | 150-220°C, üregenkénti szorítóerő |
| Cold Runner System | Az anyagot az üregekbe juttatja anélkül, hogy a kikeményedett szárat elpazarolná | Közel nulla hulladék, hőszigetelt |
| Vezérlőrendszer (CNC/PLC) | Kezeli a befecskendezési sebességet, nyomást, hőmérsékletet és időzítést | Folyamat ismételhetőség, adatnaplózás |
A szilikon fröccsöntésre vonatkozó formatervezési szempontok
A szilikon fröccsöntéshez használt formatervezés gondos figyelmet igényel azokra a tényezőkre, amelyek jelentősen eltérnek a hőre lágyuló szerszámoktól. A szilikon alacsony viszkozitása LSR formában – gyakran a sűrű tejszínhez vagy palacsintatésztához képest – azt jelenti, hogy könnyen befolyik a forma elválasztó felületei közötti legkisebb résbe, és olyan fényt hoz létre, amelyet az utófeldolgozás során el kell távolítani. A villanásmentes vagy csaknem villanásmentes szilikon fröccsöntéshez rendkívül szűk, jellemzően 2–5 mikronon belüli elválasztófelület síksági tűrésre van szükség, és 48 HRC feletti keménységű, precíziós köszörülésű szerszámacélra van szükség ahhoz, hogy ezeket a tűréseket több millió cikluson keresztül fenntartsák.
A szellőztetés kritikus fontosságú a szilikon öntőforma kialakításában, mivel az üreges zsebekben rekedt levegő nem tud átjutni az anyagon, ahogyan ez egyes porózus folyamatokban történik – a beszorult levegő üregeket, rövid löketeket vagy felületi hibákat okoz. Akár 3-8 mikron átmérőjű szellőzőcsatornák vannak beépítve az elválasztó vonalba és az egyes üregek utolsó töltési pontjaiba. A kilökőrendszer tervezésénél figyelembe kell venni a kikeményedett szilikon alkatrészek nagyfokú rugalmasságát és felületi tapadását is – a vékonyfalú elemek szakadása vagy torzítása nélküli formából való eltávolítása általában gondos huzatszög tervezést, felületi textúrát vagy tapadásgátló bevonatok, például PTFE vagy plazma felületkezelést igényel az üregek felületén.
Szilikon fröccsöntés által kiszolgált iparágak és alkalmazások
A szilikon kivételes anyagtulajdonságai és a fröccsöntéssel elérhető precizitás kombinációja révén a szilikon/gumi fröccsöntő gépek központi szerepet töltenek be a gyártásban az iparágak rendkívül változatos skáláján. Mindegyik szektor a szilikon teljesítményjellemzőinek egy-egy részhalmazát használja ki, és az összetett geometriák szűk tűréshatárú, nagy mennyiségben történő előállításának képessége mindegyikben a fröccsöntést preferált gyártási módszerré teszi.
- Orvosi és gyógyszerészeti: A szilikon biokompatibilitása, sterilizálhatósága és kémiai tehetetlensége miatt a választott anyag a katéter alkatrészei, a beültethető eszköztömítések, a sebészeti műszerek markolatai, a légzőmaszkok és a gyógyszeradagoló szelepmembránok számára. Az LSR fröccsöntés lehetővé teszi, hogy ezeket az alkatrészeket a III. osztályú orvostechnikai eszközök szabványai szerint gyártsák, teljes folyamatérvényesítéssel és nyomon követhetőséggel.
- Autóipar: A csatlakozó tömítések, a gyűrűk, a gyújtógyertya tömlők, a turbófeltöltő tömlők és a motorháztető alatti alkalmazásokhoz használt tömítések a szilikon azon képességén alapulnak, hogy -60 °C és 200 °C közötti hőmérsékleten a jármű teljes élettartama alatt fenntartsák a tömítési teljesítményt.
- Szórakoztató elektronika: A védőburkolatokat, a gombmembránokat, a hordható eszközök vízszigetelő tömítéseit és a fülhallgató-végeket LSR-ből fröccsöntötték, nagy kavitációjú szerszámokkal, amelyek évente több millió alkatrészt gyártanak állandó méretpontossággal.
- Csecsemő- és fiatalkorúak termékei: Az élelmiszer-minőségű és FDA-kompatibilis LSR-vegyületekből készült palackbimbók, cumik, fogak és etetőkanál hegyek többüregű formákban készülnek, szigorú higiéniai gyártási protokollok mellett.
- Ipari és energia: A nagyfeszültségű átviteli berendezésekhez, a szivattyúmembránokhoz, a visszacsapó szelepekhez és a vegyi feldolgozó tömítésekhez való elektromos szigetelő tárolók kihasználják a szilikon elektromos ellenállásának, UV-stabilitásának és vegyi ellenállásának kombinációját igényes kültéri és technológiai környezetben.
Az ívkemencékbe betáplált kvarcitérctől az orvosi implantátumon lévő precíziósan öntött szilikon tömítésig a szilikon útja a nyersanyagtól a késztermékig az ipari kémia és a precíziós mérnöki tudományok szorosan összehangolt útja. A szilikon/gumi fröccsöntő gép ennek az értékláncnak a középpontjában áll – a gondosan összeállított hőre keményedő polimert méretpontos, nagy teljesítményű alkatrészekké alakítja, amelyek láthatatlanul, de nélkülözhetetlenül beépülnek a modern életet meghatározó termékekbe.