Szigetelő fröccsöntő gépek kritikus előrelépést jelentenek az elektromos alkatrészek gyártásában, különösen az energiaátvitelben, az elosztórendszerekben és a különféle elektromos alkalmazásokban használt kiváló minőségű szigetelőanyagok gyártásában. Ezek a speciális gépek egyesítik a precíziós tervezést a fejlett polimer feldolgozási technológiával, hogy olyan szigetelőelemeket hozzanak létre, amelyek megfelelnek a szigorú elektromos biztonsági szabványoknak és teljesítménykövetelményeknek. Ezeknek a gépeknek az evolúciója megváltoztatta a gyártók szigetelőgyártáshoz való hozzáállását, lehetővé téve a nagyobb teljesítményt, a jobb konzisztenciát és az anyagtulajdonságok javítását, amelyek elengedhetetlenek a modern elektromos infrastruktúrához.
A megbízható elektromos szigetelők iránti globális kereslet folyamatosan növekszik, ahogy az elektromos hálózatok bővülnek és a megújuló energiaforrások elterjednek. A fröccsöntési technológia az előnyben részesített gyártási módszerré vált, mivel kiváló méretpontossággal képes összetett geometriákat előállítani, miközben megőrzi az elektromos szigeteléshez szükséges kritikus dielektromos tulajdonságokat. E gépek képességeinek, kiválasztási kritériumainak és működési szempontjainak megértése elengedhetetlen azon gyártók számára, akik optimalizálni kívánják gyártási folyamataikat, és kiváló szigetelőtermékeket szeretnének a piacra szállítani.
A szigetelők fröccsöntése mögötti alapvető technológia megértése
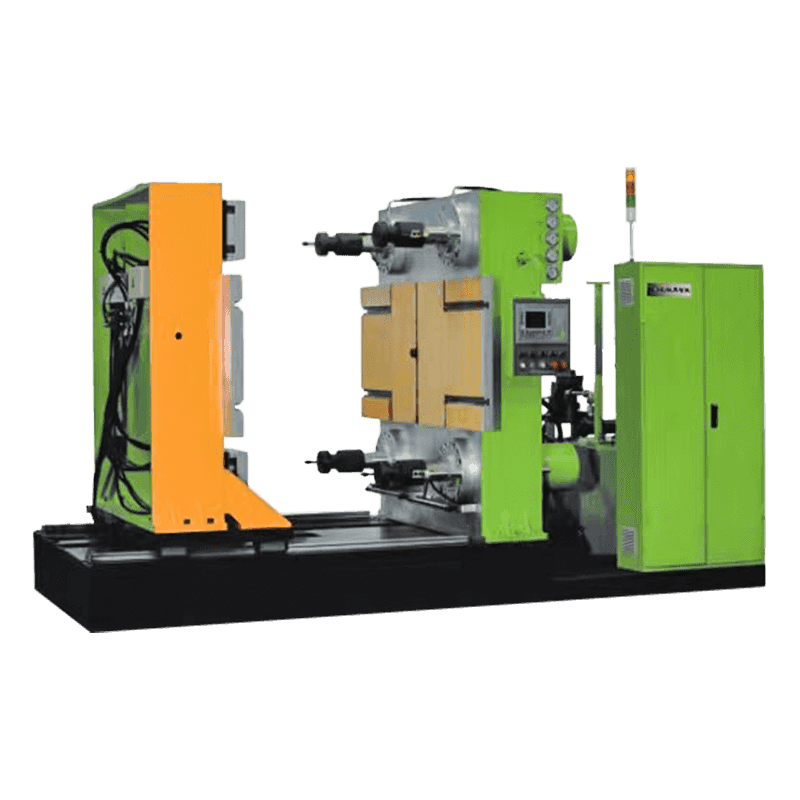
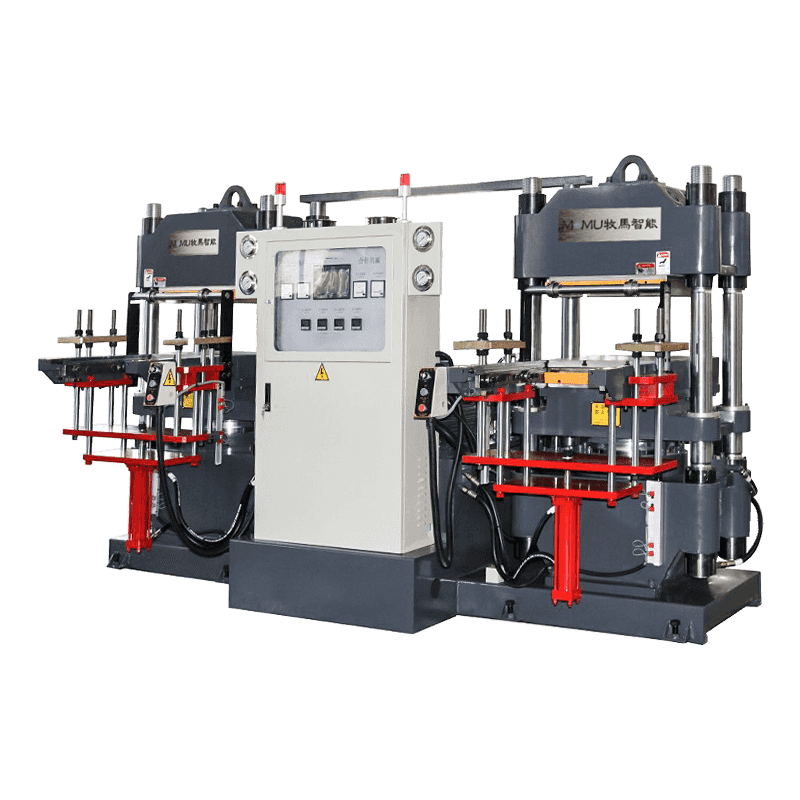
A szigetelő fröccsöntő gépek olyan alapelveken működnek, amelyeket kifejezetten a kiváló szigetelő tulajdonságokkal rendelkező, hőre lágyuló és hőre keményedő anyagok feldolgozására alakítottak ki. A folyamat azzal kezdődik, hogy a nyers polimer anyagokat, jellemzően epoxigyantákat, szilikongumit, polietilént vagy más speciális vegyületeket egy fűtött hordóba táplálnak, ahol megolvasztják és homogenizálják. Az olvadt anyagot ezután nagy nyomás alatt precíziósan megtervezett formákba fecskendezik, amelyek meghatározzák a szigetelőelem végső alakját és méreteit.
A szigetelő fröccsöntő gépeket a szabványos fröccsöntő berendezésektől az a speciális konfiguráció különbözteti meg, amelyek speciális elektromos és termikus tulajdonságokkal rendelkező anyagok kezelésére szolgálnak. Ezek a gépek precíz hőmérséklet-szabályozó rendszereket tartalmaznak, amelyek optimális feldolgozási feltételeket biztosítanak a szigetelő polimerek számára, amelyek gyakran szűk feldolgozási ablakokkal rendelkeznek. A befecskendező egységeket különböző viszkozitású anyagok kezelésére tervezték, és tartalmazhatnak olyan funkciókat, mint a vákuum-gáztalanítás a dielektromos szilárdságot veszélyeztető légzsákok eltávolítására.
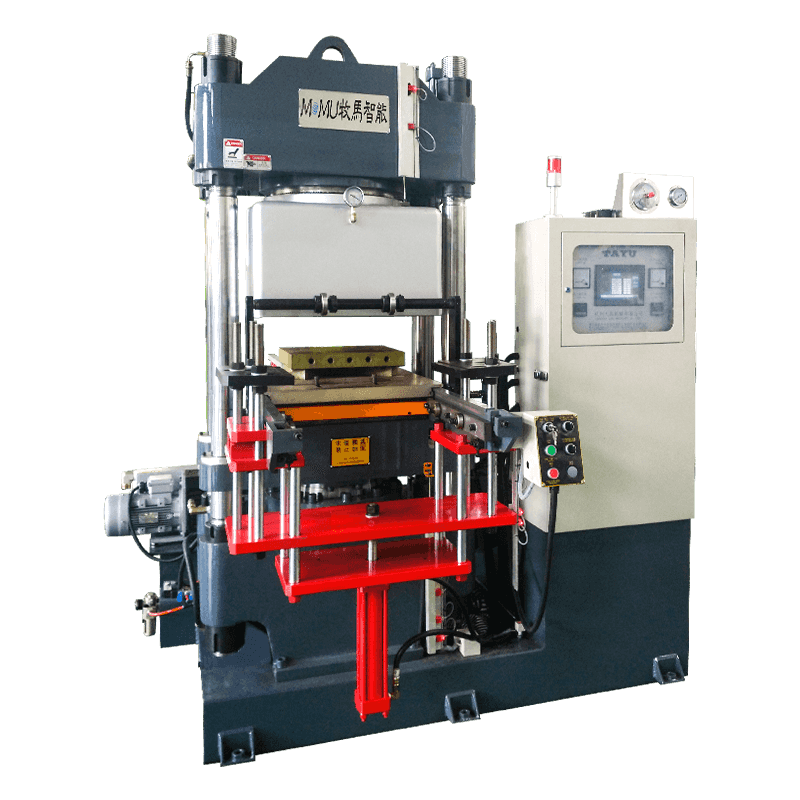
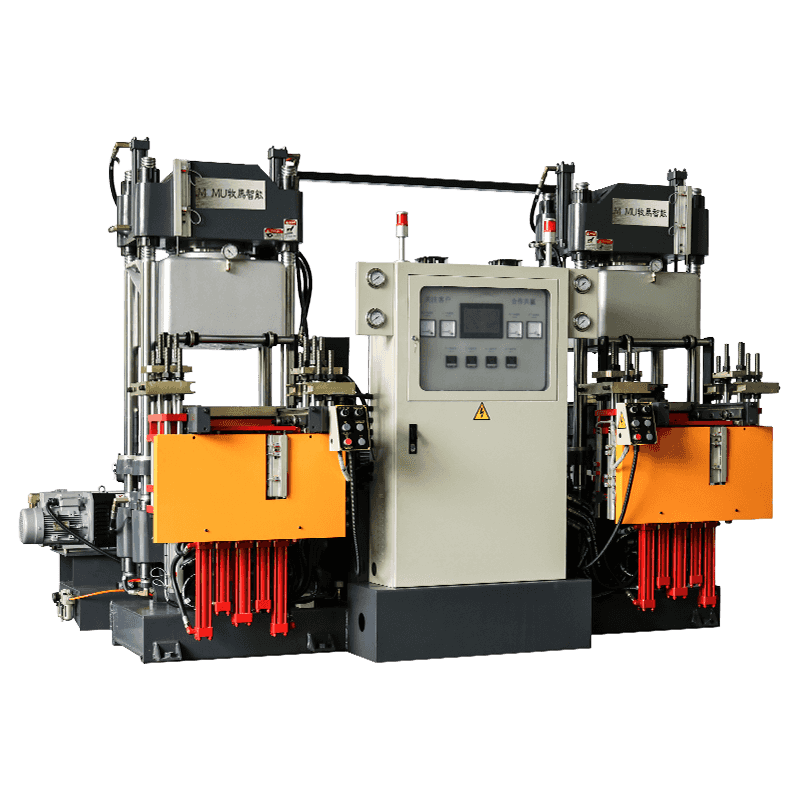
Ezekben a gépekben a szorítórendszernek elegendő erőt kell biztosítania ahhoz, hogy az öntőformákat zárva tartsa a fröccsöntés során, miközben alkalmazkodik a szigetelőanyagok hőtágulási jellemzőihez. A modern gépek jellemzően szervo-hidraulikus vagy teljesen elektromos meghajtórendszerekkel rendelkeznek, amelyek precízen szabályozzák a befecskendezési sebességet, nyomást és tartási időt – olyan paramétereket, amelyek közvetlenül befolyásolják a végtermék elektromos tulajdonságait, mechanikai szilárdságát és felületi minőségét.
A szigetelők fröccsöntésében feldolgozott legfontosabb anyagok
A megfelelő szigetelőanyagok kiválasztása elengedhetetlen a sikeres szigetelőgyártáshoz. A különböző alkalmazásokhoz speciális elektromos, mechanikai és környezeti ellenállási tulajdonságokkal rendelkező anyagok szükségesek. Ezen anyagok megértése segít a gyártóknak a megfelelő gépkonfiguráció és feldolgozási paraméterek kiválasztásában.
| Anyag típusa | Elsődleges alkalmazások | Kulcstulajdonságok |
| Epoxigyanták | Nagyfeszültségű szigetelők, perselyek | Kiváló dielektromos szilárdság, termikus stabilitás |
| Szilikon gumi | Kültéri szigetelők, kábeltartozékok | Időjárásállóság, hidrofóbitás, rugalmasság |
| Polietilén (PE) | Kábelszigetelés, kisfeszültségű alkatrészek | Alacsony dielektromos veszteség, nedvességállóság |
| BMC/DMC vegyületek | Megszakító alkatrészek, kapcsolóberendezések | Ívállóság, méretstabilitás |
Minden anyagkategória meghatározott gépkonfigurációt és feldolgozási paramétereket igényel. A hőre keményedő anyagokhoz, például az epoxigyantákhoz és a BMC-vegyületekhez speciális csavaros kialakítású és fűtőprofilú gépekre van szükség, amelyek elindítják és szabályozzák a kikeményedési folyamatot a formán belül. Ezeket az anyagokat kikeményedés után nem lehet újraolvasztani, így a folyamatszabályozás kritikus fontosságú a hulladék minimalizálása és az állandó minőség biztosítása érdekében. Ezzel szemben a hőre lágyuló anyagok, például a polietilén rugalmasságot biztosítanak az újrafeldolgozás során, de pontos hűtésszabályozást igényelnek az optimális kristályosság és elektromos tulajdonságok eléréséhez.
Kritikus gépspecifikációk és kiválasztási kritériumok
A megfelelő szigetelő fröccsöntő gép kiválasztása számos műszaki specifikáció alapos mérlegelését igényli, amelyek összhangban vannak a gyártási követelményekkel és a termék jellemzőivel. A szorítóerő az egyik legalapvetőbb specifikáció, jellemzően 50-től 2000 tonnáig terjed a szigetelő gyártásnál. Ennek a paraméternek elegendőnek kell lennie ahhoz, hogy ellensúlyozza a befecskendezési nyomást, és megakadályozza a penészkiválást, amely fellángolást és méretpontatlanságot okozna. A szükséges szorítóerő az alkatrész vetített területétől és az összetett geometriák kitöltéséhez szükséges befecskendezési nyomástól függ.
A befecskendezési kapacitás és a lövés mérete határozza meg az egyetlen ciklusban befecskendezhető anyag maximális mennyiségét. A szigetelő gyártása esetén ennek a specifikációnak nem csak az alkatrész térfogatára, hanem a csúszórendszerre és az esetleges hulladékra is figyelembe kell vennie. A gépeket jellemzően 40-70%-os sörétkapacitás-kihasználással választják ki, hogy biztosítsák a következetes lágyítást és elkerüljék az anyag lebomlását a hordóban való túlzott tartózkodási idő miatt.
A következő tényezők elengedhetetlenek a gép specifikációinak értékelésekor:
- Az adott szigetelőanyagnak megfelelő csavarkialakítás és L/D arány, speciális csavarokkal hőre keményedő keverékekhez, csökkentett kompressziós arányokkal és reaktív anyagokhoz megfelelő visszacsapó szelepekkel
- Hőmérséklet-szabályozási zónák elegendő fűtési és hűtési kapacitással a precíz hőprofilok fenntartásához, különösen a keskeny feldolgozóablakkal rendelkező anyagoknál.
- Befecskendezési sebesség és nyomásszabályozási képességek, amelyek lehetővé teszik a többlépcsős befecskendezési profilok optimalizálását az áramlási minták és a belső feszültségek minimalizálása érdekében
- Formahőmérséklet-szabályozó rendszerek, amelyek állandó hőmérsékletet képesek fenntartani a nagy formafelületeken, gyakran fűtő- és hűtési képességekkel rendelkező külső hőmérséklet-szabályozó egységeket igényelnek
- Az irányítási rendszer kifinomultsága adatnaplózással, folyamatfigyeléssel és minőség-ellenőrzési integrációval a nyomon követhetőség és a következetes gyártás biztosítása érdekében
A minőségi szigetelők gyártási folyamatainak optimalizálása
A szigetelőgyártás állandó minőségének eléréséhez a fröccsöntési folyamat paramétereinek aprólékos optimalizálása szükséges. A feldolgozás körülményei és a végtermék tulajdonságai közötti kapcsolat összetett, több változó kölcsönhatásában befolyásolja az elektromos teljesítményt, a mechanikai szilárdságot és a méretpontosságot. A hőmérséklet-szabályozás talán a legkritikusabb tényező, amely befolyásolja az anyagáramlási jellemzőket, a hőre keményedő anyagok kikeményedési sebességét és a hőre lágyuló műanyagok kristályosodási viselkedését.
A hordó hőmérsékleti profilját gondosan meg kell határozni a feldolgozott anyag alapján. Az epoxialapú szigetelők esetében a hőmérsékletet általában 80-120 °C között tartják, hogy a gyanta folyadékot tartsanak az idő előtti kikeményedés nélkül. A hőre keményedő anyagok formahőmérséklete lényegesen magasabb, gyakran 150-180°C, hogy megkönnyítse a teljes kikeményedést az elfogadható ciklusidőn belül. Ezek a megnövekedett szerszámhőmérséklet speciális fűtési rendszereket és szigetelést igényelnek a hőstabilitás és a kezelő biztonságának megőrzése érdekében.

Befecskendezési sebesség és nyomás optimalizálása
Az injektálási fázis kritikusan befolyásolja a végtermék belső szerkezetét és felületi minőségét. A nagy befecskendezési sebesség sugárzást, áramlási nyomokat és túlzott nyírómelegedést okozhat, ami tönkreteheti a polimert, vagy gyenge interfészeket hozhat létre. Ezzel szemben a túl lassú befecskendezés tökéletlen feltöltést eredményezhet, különösen összetett geometriák esetén, vékony szakaszokkal vagy hosszú áramlási útvonalakkal. A többlépcsős befecskendezési profilok lehetővé teszik a gyártók számára, hogy kiegyensúlyozzák ezeket a versengő követelményeket, nagyobb sebességet használva az ömlesztett töltéshez, majd lassabb sebességet alkalmazva, ahogy a forma a készhez közeledik.
A tartási nyomás és az idő biztosítja a formaüreg megfelelő tömörítését, miközben az anyag lehűl és zsugorodik. A szigetelők esetében a megfelelő tömítés elengedhetetlen az üregek minimalizálása és a mérettűrések megőrzése érdekében. A tartónyomás jellemzően a maximális befecskendezési nyomás 40-70%-a között van, és addig marad fenn, amíg a kapu megszilárdul, megakadályozva a visszaáramlást, miközben kompenzálja a térfogati zsugorodást.
Elektromos szigetelők formatervezési szempontjai
Az öntőforma a szigetelő fröccsöntő rendszerének kritikus eleme, amely közvetlenül befolyásolja a termék minőségét, a gyártás hatékonyságát és a gyártási költségeket. A szigetelő formákat az elektromos követelmények gondos figyelembevételével kell megtervezni, olyan jellemzőkkel, amelyek elősegítik az egyenletes anyageloszlást, minimalizálják a feszültségkoncentrációt, és megkönnyítik az összetett geometriák, például fészek, bordák és szerelőhardver-interfészek teljes kitöltését.
A kapu kialakítása és elhelyezése jelentősen befolyásolja a végtermék tulajdonságait. A szigetelők esetében a kapuk általában úgy vannak elhelyezve, hogy biztosítsák a kiegyensúlyozott feltöltést és minimalizálják a hegesztési vonalakat a nagy igénybevételnek kitett területeken. A nagy szigetelőkhöz több kapurendszer is alkalmazható a befecskendezési nyomás csökkentése és az anyageloszlás javítása érdekében. A kapu típusát – legyen az él, tengeralattjáró vagy melegcsatorna – az anyagjellemzők, az alkatrész geometriája és az esztétikai követelmények alapján kell kiválasztani.
A szellőztetés különösen kritikus a szigetelőformák esetében a végtermék dielektromos követelményei miatt. A beszorult levegő üregeket képezhet, amelyek koncentrálják az elektromos feszültséget, és idő előtti meghibásodáshoz vezethetnek. Megfelelő, jellemzően 0,02-0,05 mm mély szellőzőcsatornákat kell beépíteni az áramlási végpontokon és a magcsapok körül, miközben elég sekélynek kell lenni ahhoz, hogy megakadályozzák az anyag felvillanását.
Minőség-ellenőrzési és vizsgálati szabványok
A szigetelőgyártás minőségbiztosítása túlmutat a méretellenőrzésen, és magában foglalja az elektromos tesztelést és az anyagtulajdonságok érvényesítését is. A modern szigetelők fröccsöntési műveletei soron belüli felügyeleti rendszereket tartalmaznak, amelyek valós időben követik a kritikus folyamatparamétereket, azonnali visszajelzést adva a folyamat stabilitására vonatkozóan, és lehetővé téve a gyors beavatkozást eltérések esetén.
A fröccsöntött szigetelők elektromos vizsgálati protokolljai jellemzően dielektromos szilárdságvizsgálatot tartalmaznak, amely igazolja, hogy az anyag meghibásodás nélkül képes-e ellenállni a meghatározott feszültségszinteknek. Ezt a vizsgálatot minden egyes gyártási tételből származó mintadarabokon végzik el kalibrált nagyfeszültségű vizsgálóberendezéssel. A további elektromos tesztek közé tartozhatnak a felületi és térfogati ellenállásmérés, a követési ellenállás értékelése és a nagyfeszültségű alkalmazások részleges kisülési vizsgálata.
A mechanikai tulajdonságvizsgálat biztosítja, hogy a szigetelők ellenálljanak a telepítési igénybevételeknek és az üzemi terheléseknek. A gyakori vizsgálatok közé tartozik a szakítószilárdság, a hajlítószilárdság és az ütésállóság mérése. A környezeti tesztelés az öregedési hatásokat szimulálja a felgyorsult időjárás, hőciklus, valamint vegyi anyagoknak vagy UV-sugárzásnak való kitettség révén, igazolva a szigetelő hosszú távú teljesítményének megbízhatóságát.
Karbantartási és üzemeltetési legjobb gyakorlatok
A szigetelő fröccsöntő gépek optimális állapotban tartása szisztematikus megelőző karbantartási programokat igényel, amelyek mind a mechanikai, mind a termikus rendszerekkel foglalkoznak. A rendszeres ellenőrzés és szervizelés megakadályozza a váratlan leállásokat, és biztosítja az állandó termékminőséget. A hidraulikus rendszerek rendszeres olajcserét, szűrőcserét és nyomáspróbát igényelnek az érzékeny ellenőrzés fenntartása és a szennyeződés megelőzése érdekében. A szervoelektromos gépeknél a golyóscsavarok, a lineáris vezetők és az elektromos alkatrészek rendszeres ellenőrzésére van szükség a pontosság és a megbízhatóság biztosítása érdekében.
A hengeres és csavaros szerelvény különös figyelmet igényel a magas hőmérsékletnek való kitettségük és a szigetelőanyagokban szokásos koptató töltőanyagok miatt. A kopási minták rendszeres ellenőrzése, az anyagcserék közötti megfelelő tisztítási eljárások és a kopott alkatrészek időben történő cseréje megakadályozza a minőségi problémákat és az anyagszennyeződést. A pontos hőszabályozás érdekében a hőmérséklet-érzékelőket és a fűtőelemeket rendszeresen kalibrálni kell.
Az operátorképzés a sikeres szigetelőgyártás gyakran alábecsült aspektusa. A jól képzett személyzet képes felismerni a folyamateltérések korai figyelmeztető jeleit, megfelelően reagálni a minőségi problémákra, és optimalizálni a gépbeállításokat az új termékekhez vagy anyagokhoz. Az átfogó képzési programoknak ki kell terjedniük a gép üzemeltetésére, a biztonsági protokollokra, az anyagkezelésre, a minőségellenőrzési eljárásokra és az alapvető hibaelhárítási technikákra. A folyamatparaméterek, a karbantartási tevékenységek és a minőségi mutatók dokumentálása folyamatos fejlesztést tesz lehetővé, és értékes adatokat szolgáltat a folyamatok optimalizálásához és problémamegoldásához.