Mire képes egy BMC speciális fröccsöntőgép?
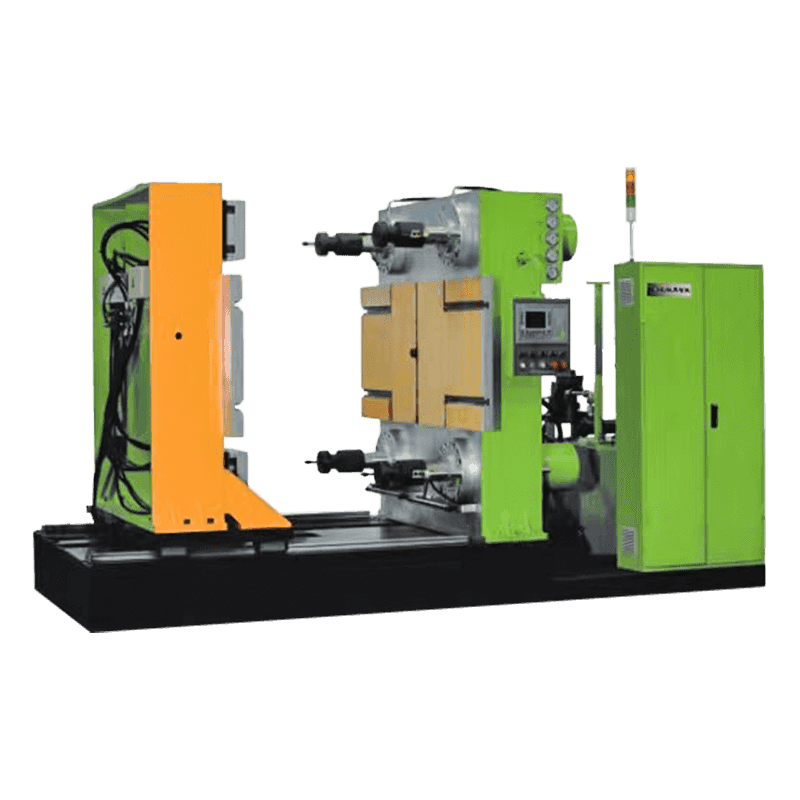
A BMC speciális formázógépet kifejezetten az ömlesztett formázómassza feldolgozására tervezték, amely hőre keményedő anyag, amely telítetlen poliésztergyantából készül, üvegszállal, ásványi töltőanyagokkal és térhálósító szerekkel keverve. Ellentétben a hőre lágyuló műanyagokhoz készült általános célú fröccsöntő gépekkel, a BMC-gépeknek egy pasztaszerű vagy gittszerű keveréket kell kezelniük, amely hő és nyomás hatására visszafordíthatatlanul megköt ahelyett, hogy egyszerűen megolvadna és megszilárdulna. Ez az alapvető kémiai különbség a gépben szinte minden tervezési döntést vezérel, a csavargeometriától a formahőmérséklet-szabályozó rendszerig.
Ezeket a gépeket széles körben használják elektromos alkatrészek, például megszakítóházak, kapcsolóberendezés-alkatrészek, szigetelők és csatlakozótestek, valamint autóalkatrészek, például fényszóró-reflektorok, motorburkolatok és hőpajzsok gyártására. A BMC vonzereje kiváló elektromos szigetelési tulajdonságaiban, hőállóságában és méretstabilitásában rejlik, ezért a gyártók a szabványos fröccsöntő prések helyett kifejezetten erre az anyagra épített gépekbe fektetnek be.
Alapelemek, amelyek megkülönböztetik a BMC gépeket
A BMC speciális fröccsöntőgépek lágyítóegysége jellemzően alacsony nyomású, kis repülési mélységű csavart használ, mivel a keveréket nem kell megolvasztani, mint a műanyag pelleteket. Ehelyett a csavar feladata, hogy továbbítsa és enyhén felmelegítse az anyagot anélkül, hogy túlzott nyíróhőt generálna, ami korai kikeményedést idézhet elő magában a hengerben. A túlzott nyírás az egyik leggyakoribb oka a csavarok vagy a hengerek károsodásának ezeken a gépeken, ezért a csavarsebesség és az ellennyomás beállításai sokkal konzervatívabbak, mint egy tipikus hőre lágyuló présnél.
Magát az öntőformát hűtés helyett melegítik, általában 140 °C és 170 °C közötti hőmérsékletre, az adott gyantakészítménytől függően, mivel a kikeményedés hővel aktivált kémiai reakció, nem pedig hűtés által vezérelt megszilárdulás. A melegítést jellemzően elektromos patronos melegítők vagy a formalapokba épített olajkeringtető csatornák biztosítják, és a precíz, egyenletes hőmérsékleteloszlás a forma felületén kritikus fontosságú, hogy elkerüljük az alkatrész vastagabb szakaszaiban a vetemedést vagy a hiányos kikeményedést.
Kulcs alrendszerek egy tipikus gépen
- Befecskendező vagy továbbító egység a keverék betáplálásához a formaüregbe
- Fűtött tányérrendszer az egyenletes formahőmérséklet fenntartásához
- A szorítóegység mérete úgy van kialakítva, hogy ellenálljon a térhálósodás során keletkező belső nyomásnak
- Vákuumos vagy szellőzőrendszer a rekedt levegő és az illékony melléktermékek eltávolítására
- Automatikus kilökőrendszer a törékeny, frissen kikeményedett alkatrészek kíméletes kezelésére
Tömörítési, átviteli és fröccsöntési konfigurációk
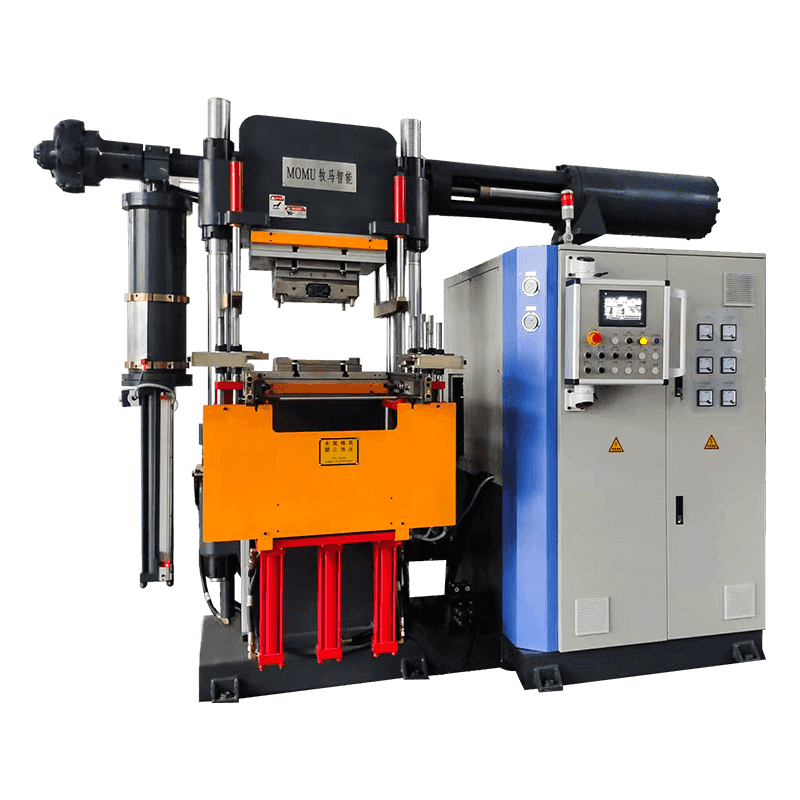
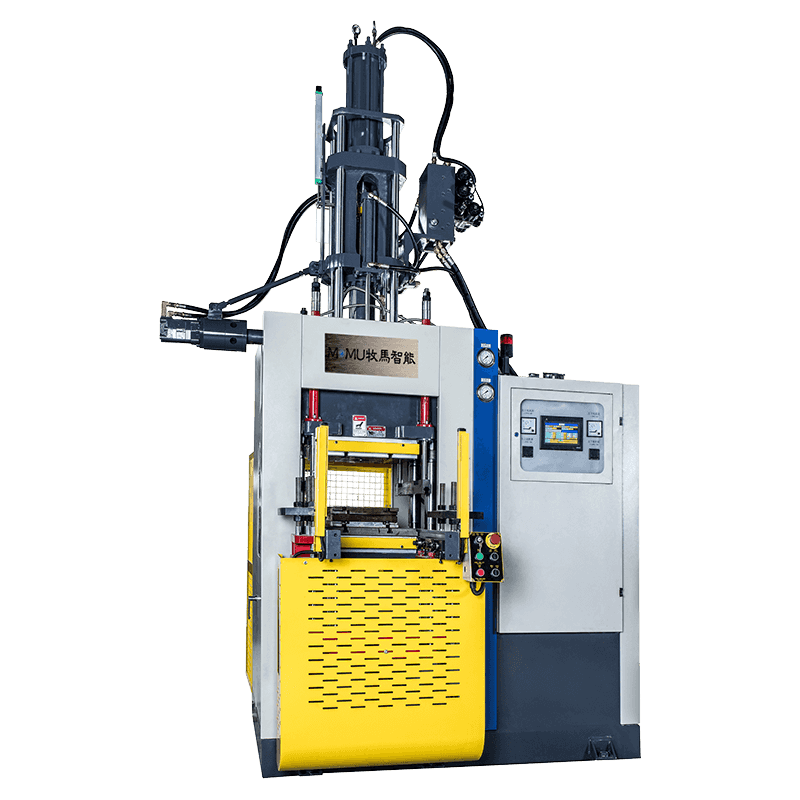
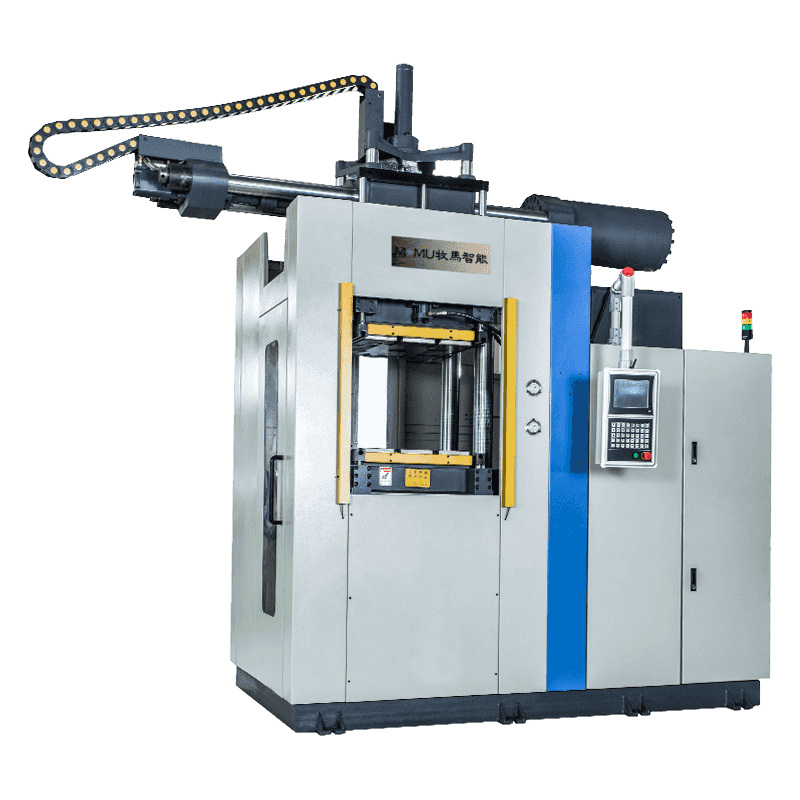
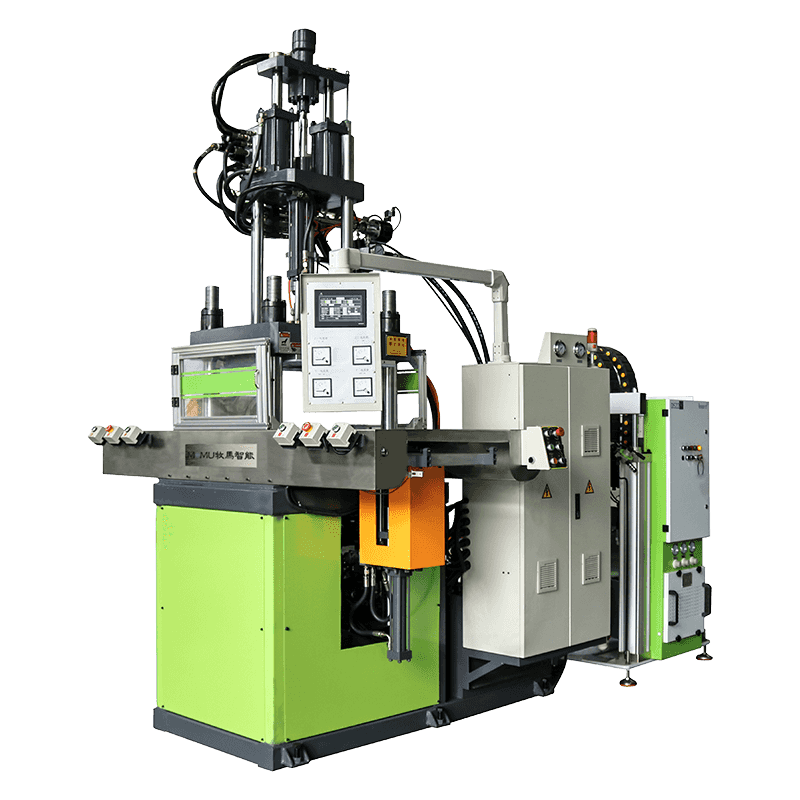
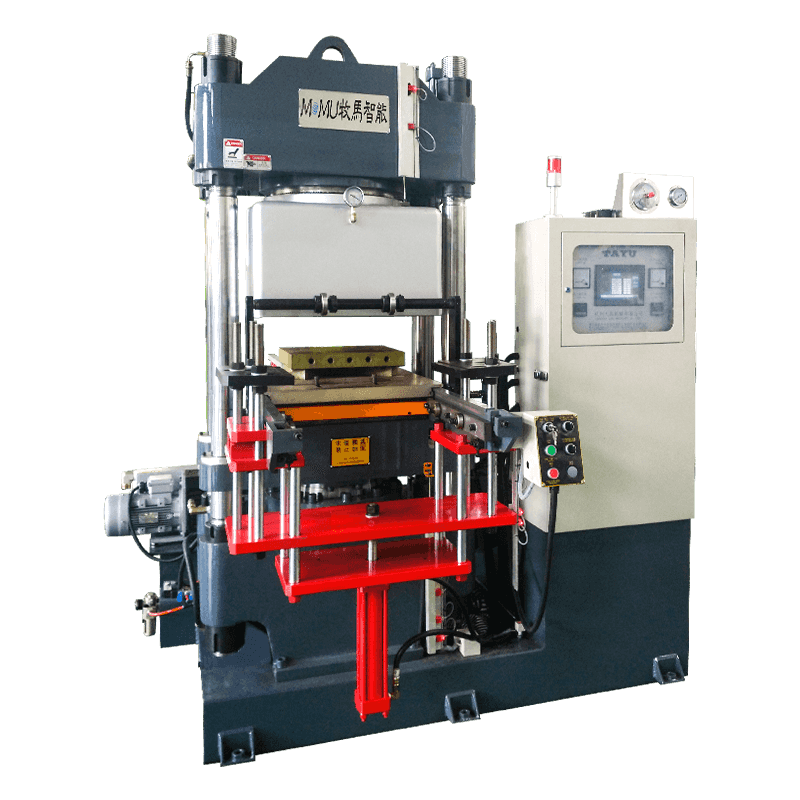
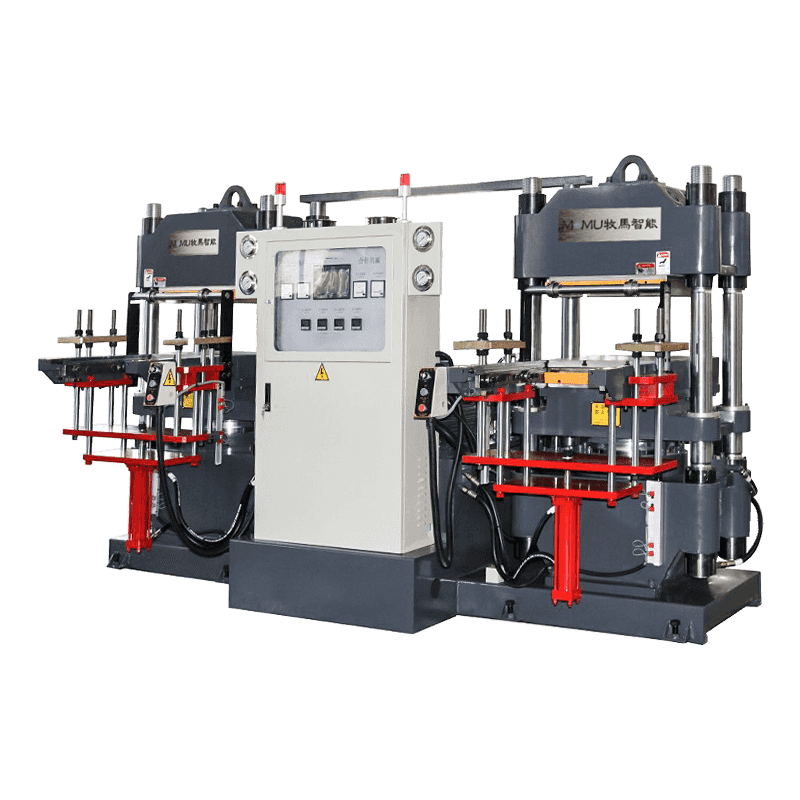
BMC speciális fröccsöntő gépek három fő konfigurációban kapható, mindegyik különböző alkatrész-geometriához és gyártási mennyiséghez igazodik. A présformázó prések egyszerűen egy kimért mennyiségű keveréket helyeznek egy nyitott, fűtött formaüregbe, majd nagy nyomás alatt zárják le a formát, hogy az anyagot kikeményedés közben kitöltsék a formával. Ez a módszer jól működik egyszerűbb geometriák esetén, és gyakran az alacsonyabb szerszámköltség és a szálerősítés kíméletesebb kezelése miatt választják, ami jobban megőrzi a keverék mechanikai szilárdságát.
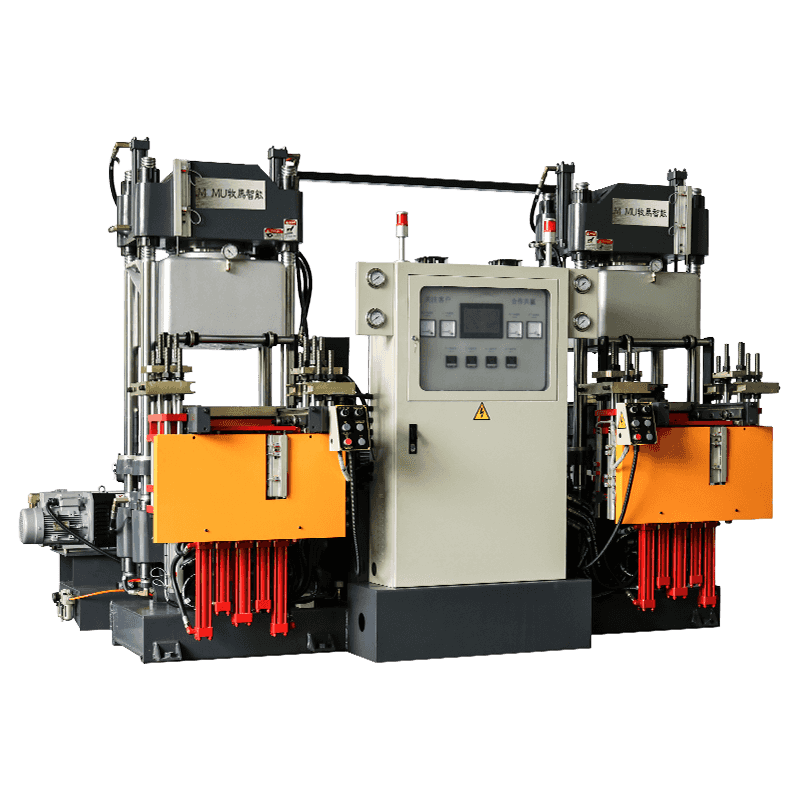
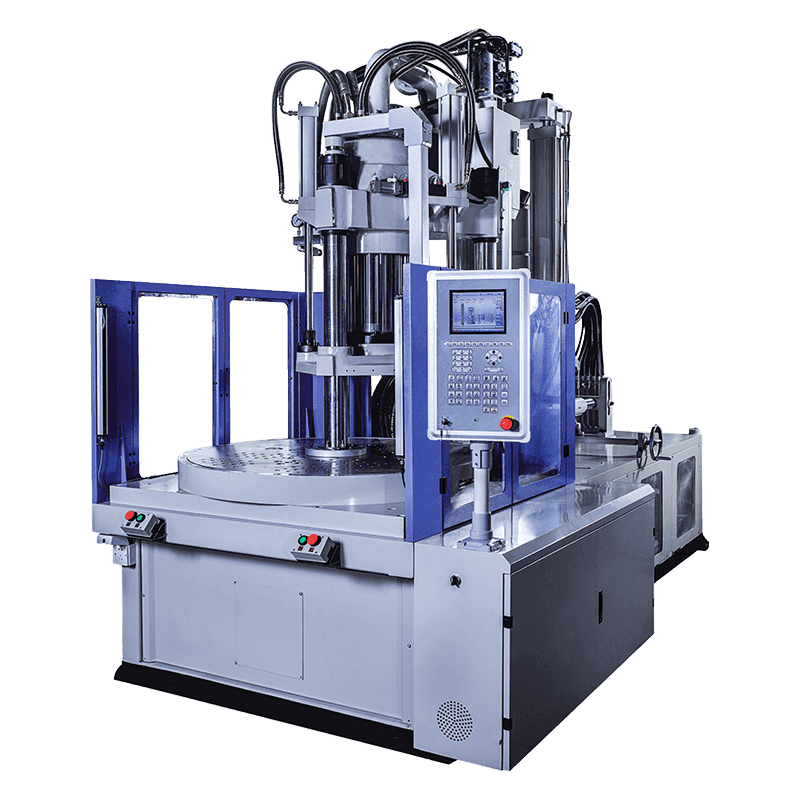
A transzferformázó gépek külön edényt használnak a keverék előmelegítésére, mielőtt egy dugattyú a csúszógyűrűkön keresztül egy zárt formába tolja. Ez bonyolultabb alkatrészgeometriákat és jobb méretszabályozást tesz lehetővé, mint az egyenes sajtolás, bár a szálerősítést valamivel nagyobb nyíróerőnek teszi ki, ahogy áthalad keskeny síneken. A BMC-hez adaptált fröccsöntő gépek ezt egy lépéssel tovább viszik, és egy dugattyús csavar segítségével folyamatosan, közvetlenül egy zárt öntőformába adagolják a keveréket, amely alkalmas közepes bonyolultságú alkatrészek nagy volumenű gyártására.
Választás a három módszer között
| módszer | Legjobb For | Tipikus ciklusidő |
| Tömörítés | Egyszerű formák, nagy szilárdságú alkatrészek | 60-120 másodperc |
| Átadás | Mérsékelt bonyolultságú, betétes öntés | 45-90 másodperc |
| Injekció | Nagy hangerő, összetett geometria | 20-60 másodperc |
Gyártási folyamat helyes beállítása
A gyártás megkezdése előtt a kezelőknek ellenőrizniük kell, hogy a forma hőmérséklete az összes zónában stabilizálódott-e, mivel egy nagy forma szakaszai között akár 5-10 fokos hőmérsékletkülönbség is egyenetlen kikeményedést és belső feszültséget okozhat. A legtöbb modern BMC gép több zónás hőmérséklet-szabályozót tartalmaz független kijelzéssel, és érdemes minden zónát külön-külön ellenőrizni, nem bízni egyetlen átlagos leolvasásban.
A töltés súlya egy másik kritikus változó. A túl kevés keverék rövid felvételeket vagy felületi üregeket hagy, míg a túl sok vakut és túlzott anyagveszteséget okoz az elválási vonalnál. A kezelők általában próbafelvételek sorozatával határozzák meg a helyes töltési súlyt, minden kísérlet előtt pontosan lemérik a keveréket, és kis lépésekben módosítják, amíg az alkatrész minimális vakuval teljesen meg nem telik. A helyes súly megállapítása után dokumentálni kell, és következetesen kell használni, mivel a BMC vegyület nem tolerálja a hőre lágyuló műanyagoknál megszokott menet közbeni beállítást.
A szorítóerőt is hozzá kell igazítani az alkatrész kivetített területéhez és a térhálósodás során keletkező belső nyomáshoz, általában a vetített terület 800 és 1500 psi közötti hüvelykujjszabályát követve, bár ez az adott vegyület összetételétől és az alkatrész geometriájától függően változik. Az alulfeszítés villogáshoz és méretpontatlansághoz vezet, míg a túlzott szorítás felgyorsíthatja a forma és a kötőrudak kopását anélkül, hogy javítaná az alkatrész minőségét.
A gyógyulási idő és a ciklus hatékonyságának kezelése
A kikeményedési idő az egyetlen legnagyobb tényező, amely meghatározza, hogy egy BMC-gép hány alkatrészt tud legyártani óránként, és ez függ az alkatrészvastagságtól, a formák hőmérsékletétől és az összetett készítményben használt specifikus térhálósító szertől. A vastagabb szakaszok hosszabb kikeményedési időt igényelnek, mivel a hőnek be kell hatolnia a magba, mielőtt a reakció az egész alkatrészen befejeződik, és egy alkatrész túl korai meghúzása a deformációt vagy a mechanikai tulajdonságok hiányosságát kockáztatja, még akkor is, ha a felület teljesen kikeményedettnek tűnik.
Sok gyártó azt az általános irányelvet alkalmazza, hogy a falvastagság milliméterenként nagyjából harminc másodpercig tartó keményedést kell végezni szabványos formahőmérsékleten, bár ezt mindig ellenőrizni kell az adott gyantaszállító adatlapja alapján, nem pedig általános szabályként kezelni. A differenciális pásztázó kalorimetriás teszt futtatása egy új vegyülettételen segíthet megerősíteni a tényleges kikeményedési kinetikát a gyártási ciklusidő elhatározása előtt, különösen szállító vagy gyanta-tétel váltása esetén.
A ciklusidőt befolyásoló tényezők
- Részfalvastagság és az anyag teljes tömege
- A forma felületének hőmérséklete és egyenletessége az üregekben
- A térhálósítószer típusa és koncentrációja a vegyületen belül
- Fémbetétek jelenléte, amelyek hűtőbordákként működhetnek és lassú helyi kikeményedést okozhatnak
- Az üregek száma és a vegyület egyenletes eloszlása közöttük
Gyakori hibák és kiváltó okaik
Mivel a BMC formázás kémiai keményedési reakciót foglal magában, nem pedig egyszerű megszilárdulást, a hibák gyakran termikus vagy időzítési problémákra vezethetők vissza, nem pedig a hőre lágyuló hibaelhárítást meghatározó mechanikai beállításokra. A felületi hólyagosodás például általában a beszorult illékony anyagokból vagy a levegőből adódik, amely nem tudott kiszabadulni, mielőtt a felületet lebőrözték volna, ami arra utal, hogy jobb szellőztetésre vagy beállított vákuumszekvenciára van szükség, nem pedig a befecskendezési sebesség megváltoztatására.
| Hiba | Valószínű Oka | Javasolt javítás |
| Felszíni hólyagosodás | Illékony anyagok vagy levegő beszorult | Javítsa a szellőzést, állítsa be a vákuumidőzítést |
| Vetedés kilökődés után | Elégtelen kötési idő vagy egyenetlen penészhő | A kikeményedés kiterjesztése, a fűtőzónák kiegyensúlyozása |
| Túlzott vaku | Túltöltés vagy alacsony szorítóerő | Csökkentse a töltet tömegét, ellenőrizze a bilincs tonnáját |
| Fiber show vagy érdesség | Túlzott nyírás etetés közben | Alacsonyabb csavarfordulatszám és ellennyomás |
Karbantartási eljárások, amelyek meghosszabbítják a gép élettartamát
A kikeményedett BMC-maradványok, amelyek a hengerben, a futószalagokban vagy a formafelületeken maradnak, koptató hatásúak, és felgyorsíthatják a csavarok, ellenőrző gyűrűk és az üregek felületeinek kopását, ha nem tisztítják rendszeresen. A legtöbb létesítmény minden műszak végén alapos öblítést és mechanikai tisztítást ütemez, speciális tisztítószerekkel, amelyek célja a megkötött gyantamaradék felpuhítása anélkül, hogy károsítaná a krómozott formafelületeket.
A fűtőszalagokat és a hőelemeket rögzített ütemterv szerint kell ellenőrizni, mivel a meghibásodott fűtési zóna gyakran először finom minőségi eltérésként jelenik meg, nem pedig nyilvánvaló géphibaként. Ha karbantartási naplót vezet, amely rögzíti a fűtőelemek ellenállását, a csavarkopás méréseit és a hidraulikus nyomás időbeli alakulását, sokkal könnyebbé válik a kialakuló probléma felismerése, mielőtt az egy adag selejt alkatrészt okozna.
A hidraulikafolyadék állapota is rendszeres figyelmet érdemel, mivel a BMC fröccsöntéssel járó nagy szorítóerők folyamatosan megterhelik a tömítéseket és a szelepeket. A szűrők ütemezett cseréje és a folyadékhőmérséklet figyelése a hosszú gyártási folyamatok során segít megelőzni a fokozatos nyomáseltolódást, amely csendesen befolyásolhatja a bilincs űrtartalmát és az alkatrész méreteit a hetes működés során.
Az alkalmazáshoz megfelelő gép kiválasztása
A megvásárolandó BMC speciális fröccsöntőgép értékelésekor a befogási űrtartalmat és a lövésméretet igazítsa a várható legnagyobb alkatrészhez, ne pedig az átlagos alkatrészhez, mivel a gép alulméretezése a jövőbeni projektekhez gyakori és költséges hiba. Fontolja meg azt is, hogy a termékösszetétele az egyszerű, nagy szilárdságú alkatrészek felé hajlik-e, amelyek előnyben részesítik a préselést, vagy olyan összetett geometriák felé, amelyek a továbbítási vagy fröccsöntéses konfigurációkat részesítik előnyben.
Végül alaposan nézze meg a hőmérséklet-szabályozó rendszer zónaszámát és reakcióképességét, mivel a nem következetes formahevítés a minőségi ingadozások egyik legmaradandóbb forrása a BMC-gyártásban. A finomabb zónavezérléssel és gyorsabb fűtési reakcióval rendelkező gépek általában egyenletesebb alkatrészeket állítanak elő hosszú gyártási folyamatok során, még akkor is, ha az előzetes költség valamivel magasabb, mint egy egyszerűbb alternatíva esetében.